Инструкция по эксплуатации Jet Tools JMD-939GH
Страница 10
инструкция по эксплуатации станка JET, мод. JMD-930GH, JMD-939GH
10
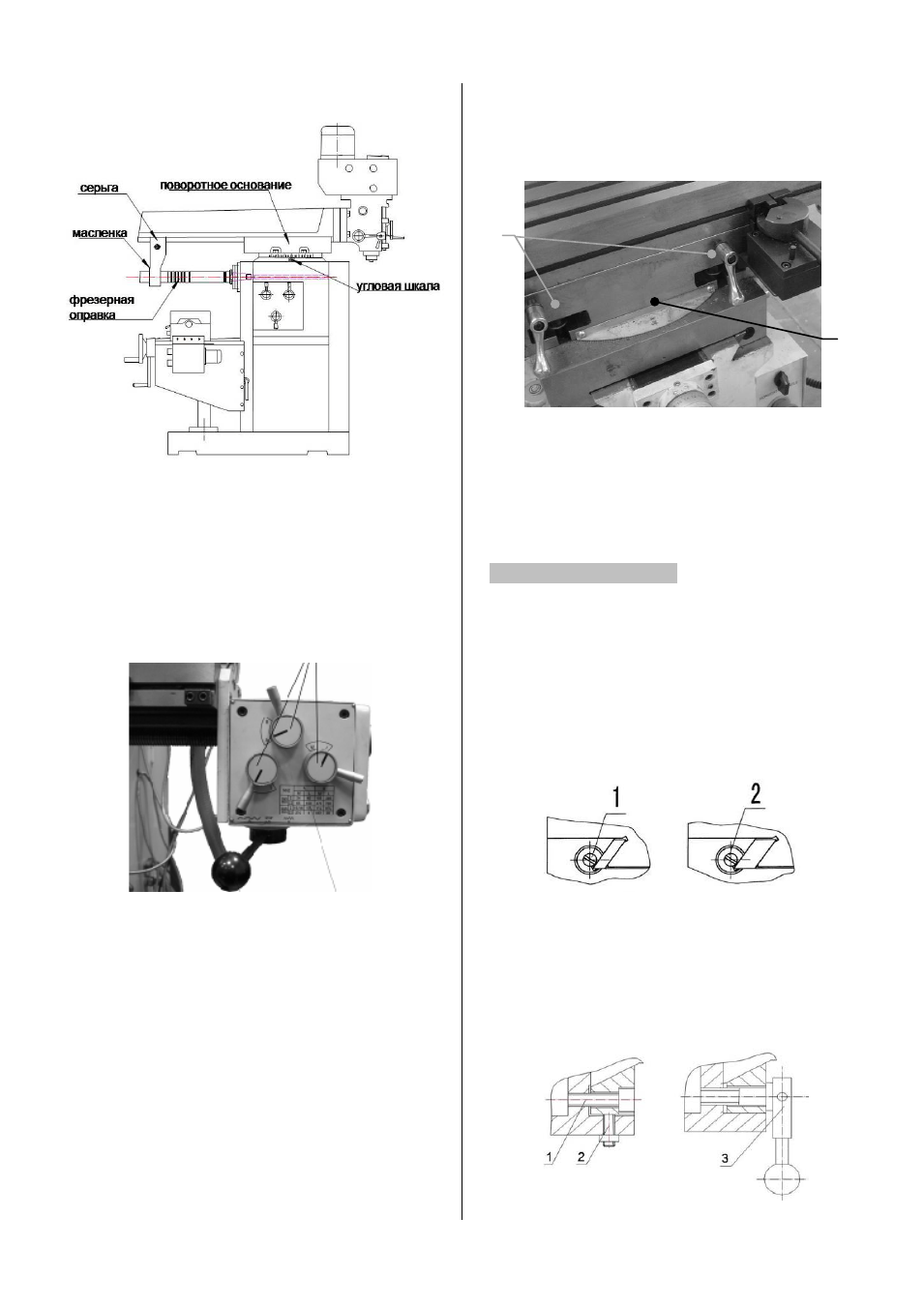
Наладка станка для горизонтального фре-
зерования, Рис.9.
Рис.9
Внимание:
Немедленно отключите станок от напря-
жения при возникновении неполадок или
нехарактерных шумов, свяжитесь с сер-
висным центром для устранения непола-
док или ремонта.
Автоматическая подача стола
Рис.10
Поворотом трех рукояток (1) устанавливают
требуемое значение автоматической подачи
продольного перемещения фрезерного сто-
ла, Рис.10.
Три положения рукоятки (2) определяют ре-
жим работы автоматической подачи – уско-
ренная подача/стоп/рабочая подача. В поло-
жении «стоп» можно производить перемеще-
ние стола вручную.
ВНИМАНИЕ: переключение подач необходи-
мо выполнять на неподвижном столе. Уста-
новка величины подачи осуществляется
тремя рукоятками 1 по таблице 1 помещен-
ной на коробке подач.
ВНИМАНИЕ: Зафиксируйте рукоятками
направляющие, не используемые в дан-
ной операции.
Поворотный фрезерный стол (JMD-939GH)
Рис.11
Для поворота стола влево или вправо, необ-
ходимо ослабить 2 фиксирующие гайки (1)
Рис.11. Выставить необходимый угол по
шкале (2) Рис.11 и зафиксировать это поло-
жение 2 гайками (1) Рис.11.
7. Регулировка станка
7.1 Регулировка направляющих консоли и стола.
Слишком большой зазор скажется на точно-
сти механической обработки.
7.1.1 Регулировка клиновой планки, Рис.12:
Ослабьте винт (1) со стороны меньшей кли-
новой планки, регулируйте зазор винтом (2)
со стороны большей клиновой планки до тех
пор, пока не будет ощущаться небольшое
сопротивление при перемещении, затем за-
тяните винт (1).
Рис.12
7.1.3
Регулировка зазора между консолью
стола и стойкой (Рис.13).
Ослабьте винт (1), регулируйте зазор винтом
(2) до тех пор, пока не будет ощущаться не-
большое сопротивление при перемещении,
затем затяните винт (1).
Рис.13
1
3
2
1
2