Инструкция по эксплуатации Jet Tools HVBS-812RK
Страница 11
инструкция по эксплуатации станка JET модели HVBS-812RK
11
JET
Эксплуатация ленточного полотна
Пример обозначения ленточного полотна
М42 20х0,9х2360 4/6 Н
М42 биметаллическое полотно М42, зубья из быстрорежущей стали
20х0,9х2360 ширина х толщина х длина полотна, мм
4/6 шаг зубьев полотна, 4 – 6 зубьев на дюйм, переменный шаг
Н форма зуба, передний угол 10º
Натяжение полотна
Величина натяжения ленточного по-
лотна должна составлять приблизи-
тельно 300 Н/мм. При недостаточном
натяжении полотна возможен непер-
пендикулярный срез, при избыточ-
ном натяжении – разрыв.
В обоих случаях значительно сокра-
щается ресурс работы ленточного
полотна. Усилие натяжения контро-
лируется встроенными на некоторых
моделях станков или переносными
приборами – тензометрами.
Обкатка полотна
1) Установите необходимую
скорость
2) Начните пиление на 70% мощно-
сти от рекомендуемой для полотна и
50% скоростью подачи
3) При наличии вибрации осторож-
но уменьшайте скорость подачи
вплоть до полной остановки. Следите
за стружкообразованием и
получающейся формой стружки
4) После распила 400-600 см², или
не менее 15 минут времени реально-
го пиления, постепенно увеличивай-
те до требуемой скорость полотна и
постепенно – скорость подачи.
Охлаждение и Смазывание
Охлаждение и смазывание обяза-
тельны в большинстве операций об-
работки металлов. В случае обработ-
ки алюминия или алюминиевых
сплавов СОЖ также помогает в уда-
лении стружки и более высококаче-
ственной поверхностной обработки.
Нет необходимости смазки для чугу-
на и некоторых неметаллических
материалов (пластмассы, графита, и
т.д).
Ресурс ленточного полотна напрямую
зависит от правильного подбора
СОЖ, основная задача не допускать
перегрева полотна.
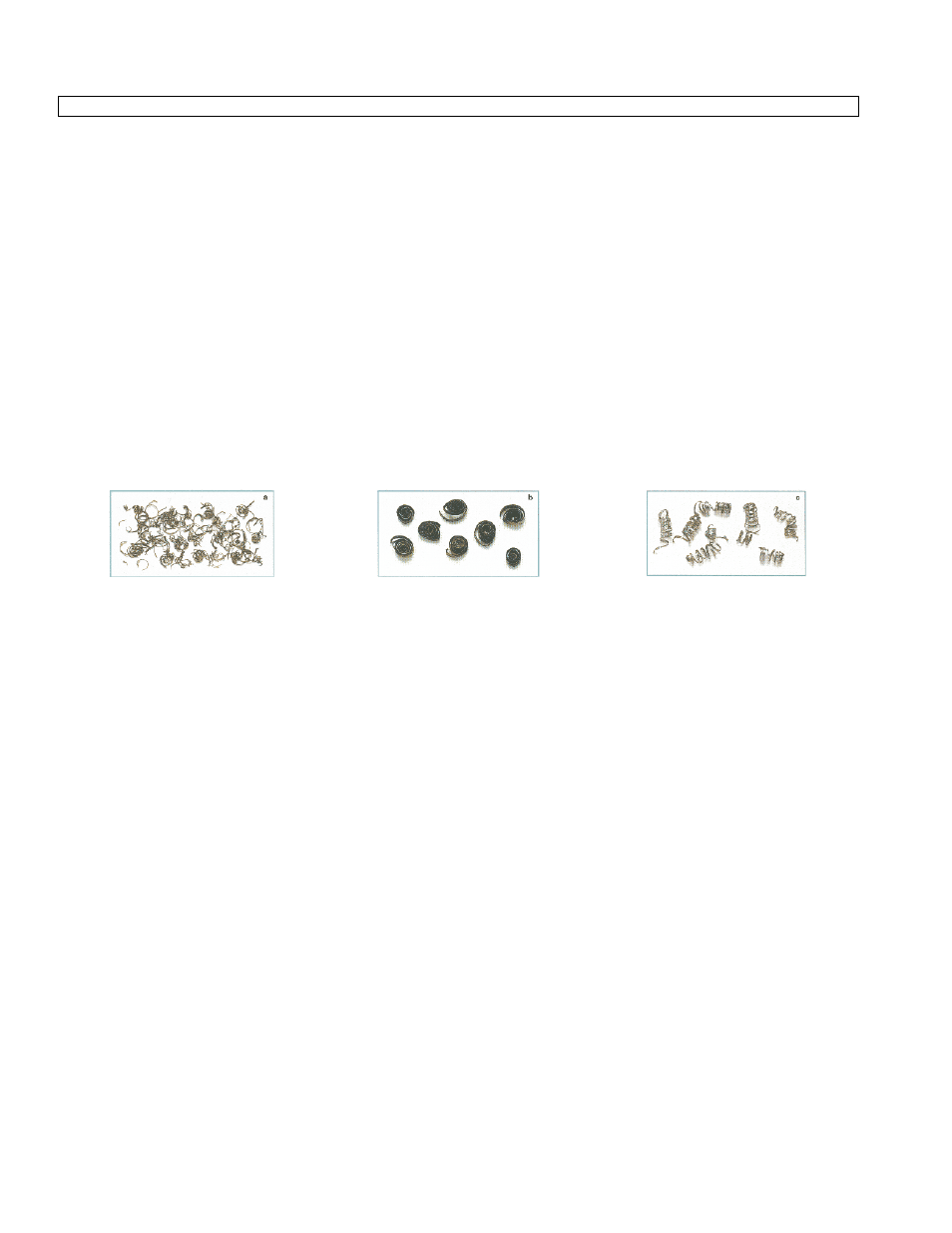
Виды стружки
Очень мелкая, пылевидная стружка -
подача должна быть увеличена
Толстая, тяжелая, с голубым отливом
стружка - полотно перегружено
Свободно намотанная (витая) стружка
- идеальные условия резания
Основные причины преждевременного выхода ленточного полотна из строя
Выкрашивание зубьев:
Трещины во впадинах зубьев:
Трещины со стороны спинки:
• Слишком мелкий шаг полотна
• Слишком крупный шаг полотна
• Заготовки ненадёжно закреплены
• Слишком низкая скорость полотна,
приводящая к излишнему врезанию
• Некачественная сварка
• Слишком большое давление пода-
чи, приводящее к излишнему вреза-
нию полотна в материал
• Слабое натяжение полотна приво-
дит к её проскальзыванию
• Проскальзывание (остановка) пи-
лы под нагрузкой, приводящее к
излишнему врезанию полотна в ма-
териал
• Отсутствует, не работает или из-
ношена щётка очистки полотна
• Затруднённое движение пилы в
направляющих и шкивах из-за за-
грязнения шкивов или уменьшения
зазора в направляющих
• Зазор между направляющими
слишком большой.
• Направляющие находятся слишком
далеко от заготовки
• Боковые направляющие зажимают
пилу в области впадин зубьев
• Слабо зажатые боковые направ-
ляющие приводят к наклону пилы
• Неправильное натяжение пилы
• Износ верхнего опорного подшип-
ника в направляющих
• Высокое давление подачи
• Износ боковых направляющих
• Полотно прижимается к бурту шки-
ва
Биение (вибрация) пилы:
• Кривой сварной шов
• Слишком большой шаг полотна
• Отсутствие зубьев (выломаны)
• Слишком низкое или высокое дав-
ление подачи
Преждевременное затупление:
Неперпендикулярный рез:
Пережжённая стружка:
• Слишком большая скорость пилы
для данного материала
• Слишком мелкий или слишком
крупный шаг пилы
• Полотно пилы не параллельно на-
правлению подачи
• Дефекты на боковых
направляющих
• Плохо закреплены или изношены
направляющие
• Полотно пилы не параллельно на-
правлению подачи
• Большой зазор в направляющих
• Поверхность стола не перпендику-
лярна полотну
• Тиски не перпендикулярны пиле
• Слабое натяжение полотна
• Роликовый стол на подаче не пер-
пендикулярен полотну
• Плохо закреплены боковые на-
правляющие
• Большая подача
• Не работает щётка очистки полотна
• Тупое полотно
• Нет охлаждения