Инструкция по эксплуатации Flowserve LNN
Страница 17
LNN, LNNV, LNNC -
РУКОВОДСТВО
ПОЛЬЗОВАТЕЛЯ
РУССКО
71569129 11-09
Стр
. 17
из
60
flowserve.com
Горизонтальные
насосы
– LNN
и
LNNC
Центровка
выполняется
с
помощью
добавления
или
удаления
тонких
регулировочных
пластинок
,
которые
подкладываются
под
ножки
насоса
,
а
также
с
помощью
перемещения
насоса
в
горизонтальном
направлении
.
В
тех
случаях
,
когда
центровка
не
может
быть
достигнута
,
может
потребоваться
перемещение
насоса
перед
выполнением
описанной
выше
процедуры
.
Вертикальные
насосы
– LNNV
Центровка
обеспечивается
с
помощью
добавление
или
удаление
регулировочных
пластинок
под
подставкой
электродвигателя
и
корпусом
насоса
.
Также
может
потребоваться
перемещение
узла
электродвигатель
/
подставка
электродвигателя
в
горизонтальном
направлении
в
месте
соединения
с
корпусом
насоса
.
Необходимо
отметить
,
что
в
подставке
электродвигателя
имеется
центрирующий
выступ
(
паз
),
и
в
этом
месте
нельзя
выполнять
перемещение
в
горизонтальном
направлении
.
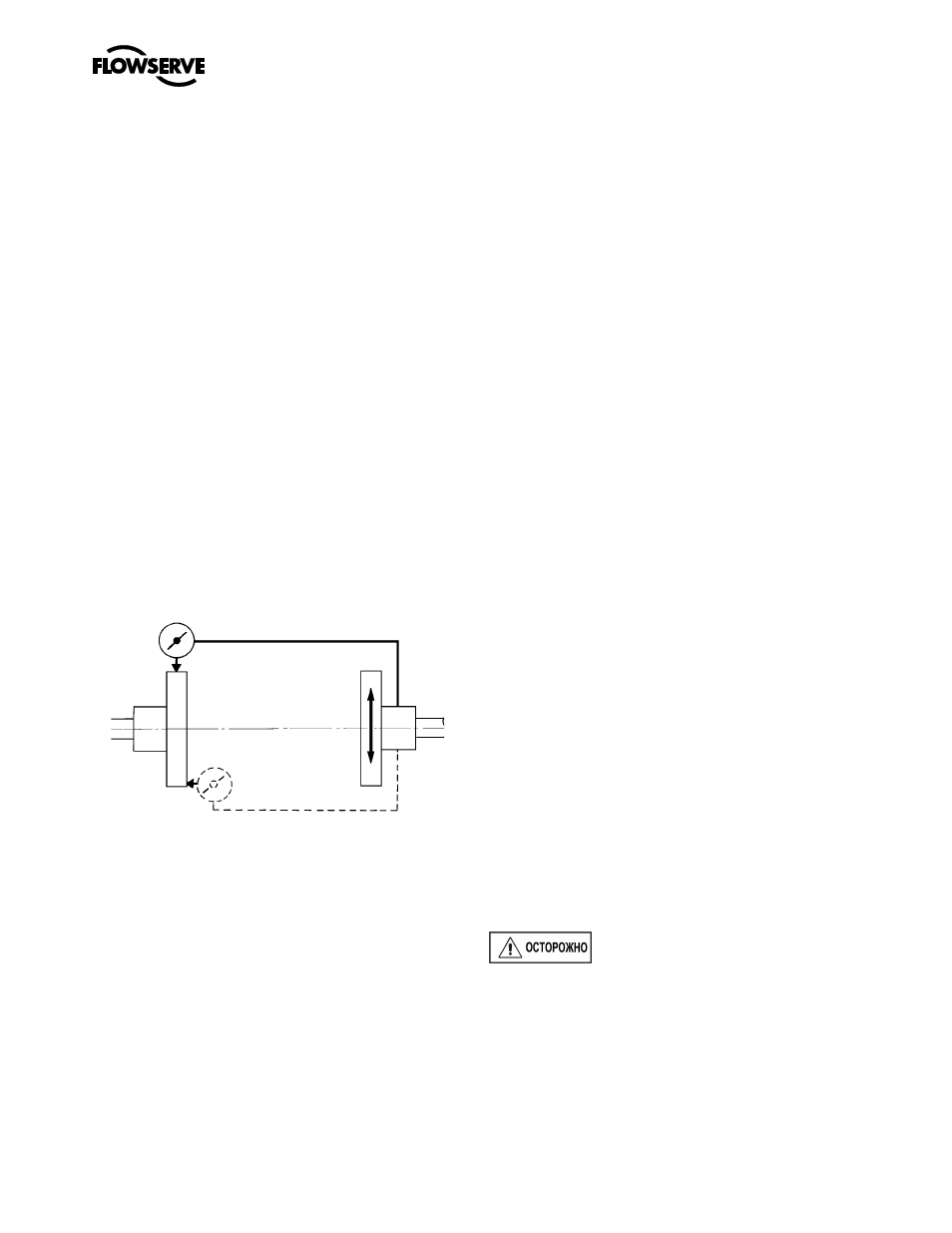
При
использовании
муфт
с
тонкими
фланцами
для
проверки
параллельной
и
угловой
центровки
используется
индикатор
с
круговой
шкалой
.
ПАРАЛЛЕЛЬНЫЙ
Угловая
установка
Максимально
допустимое
нарушение
центровки
при
рабочей
температуре
:
Параллельная
центровка
- 0,2
мм
(0.008
дюйма
) TIR
Угловая
центровка
- 0,1
мм
(0.004
дюйма
) TIR
При
проверке
параллельной
центровки
полное
показание
индикатора
(TIR)
в
два
раза
превышает
фактическую
величину
смещения
вала
.
Выполните
сначала
центровку
в
вертикальном
направлении
,
а
затем
в
горизонтальном
направлении
с
помощью
перемещения
электродвигателя
.
При
выполнении
окончательной
центровки
проверьте
,
что
привод
не
качается
на
ножках
.
Показание
индикатора
TIR,
установленного
на
муфте
,
в
вертикальном
направлении
не
должно
превышать
0,05
мм
(0,002
дюйма
),
когда
фиксаторы
ножек
привода
не
затянуты
.
Хотя
насос
может
работать
с
приведенным
выше
максимальным
значением
нарушения
центровки
,
максимальная
надежность
насоса
обеспечивается
при
значении
TIR
нарушения
параллельной
центровки
,
не
превышающем
0,05 - 0.10
мм
(0,002 -
0,004
дюйма
),
и
при
значении
TIR
нарушения
угловой
центровки
,
не
превышающем
0,05
мм
(0,002
дюйма
)
на
100
мм
(4
дюйма
)
диаметра
соединительного
фланца
.
Это
относится
ко
всем
используемым
муфтам
.
Центровка
насосов
с
толстыми
муфтами
без
разделительных
вставок
может
выполняться
с
помощью
линеек
,
установленных
на
внешних
диаметрах
соединительной
втулки
,
и
измерения
зазора
между
обработанными
поверхностями
фланцев
с
помощью
калибров
толщины
,
измерительного
клина
или
штангенциркуля
.
Если
электродвигатель
имеет
втулочные
подшипники
,
необходимо
проверить
,
что
он
отцентрован
по
отношению
к
своей
центральной
магнитной
линии
.
См
.
Руководство
по
эксплуатации
электродвигателя
,
в
котором
представлена
более
подробная
информация
.
Обычно
между
концами
валов
насоса
и
электродвигателя
устанавливается
круглая
вставка
(
наворачивается
на
конец
одного
из
валов
)
для
фиксации
положения
в
аксиальном
направлении
.
Если
электродвигатель
не
отцентрован
по
отношению
к
своей
центральной
магнитной
линии
,
то
может
возникнуть
сила
в
аксиальном
направлении
,
которая
может
вызвать
перегрузку
упорного
подшипника
насоса
.