5 моменты затяжки крепежных деталей, 6 рабочее колесо – Инструкция по эксплуатации Flowserve M-series PolyChem
Страница 38
ИНСТРУКЦИИ
ПО
ЭКСПЛУАТАЦИИ
POLYCHEM
СЕРИИ
M
РУССКИЙ
26999941 07-11
flowserve.com
Стр
. 38
из
64
®
6.5
Моменты
затяжки
крепежных
деталей
Рис
. 6-4:
Рекомендуемые
моменты
затяжки
крепежных
деталей
насосов
–
СИ
(
США
)
Размер
-
смазкой
крутящий
момент
Nm (
фунт
-
сила
•
фут
)
Часть
№
Замечания
Группа
1
Группа
A
Группа
2
Группа
B
6570.1
Винт
-
основание
корпуса
подшипника
3/8” – 20 (15)
12
мм
– 34 (25)
3/4” – 127 (94)
16
мм
– 80 (59)
6570.2
Винт
-
концевая
крышка
/
корпус
подшипника
1/4" – 11 (8)
6
мм
– 11 (8)
3/8” – 41 (30)
10
мм
– 41 (30)
6570.3
Винт
-
фланец
наружного
магнита
1/4” – 11 (8)
1/4” – 11 (8)
1/4“ – 11 (8)
1/4” – 11 (8)
6570.4
Винт
-
фланец
мотора
/
мотор
1/2” – 11 (8)
1/2” – 11 (8)
5/8" – 20 (15)
5/8" – 20 (15)
6570.5
Винт
обратного
вращения
5/16” – 7 (5)
5/16” – 7 (5)
3/8” – 7 (5)
3/8” – 7 (5)
6570.6
Винт
-
цевочное
колесо
/
корпус
подшипника
1/2” – 15 (11)
12
мм
– 15 (11)
N/A
N/A
6570.7
Винт
-
стопорное
кольцо
N/A
N/A
3/8” – 34 (25)
10
мм
– 34 (25)
6570.8
Винт
-
цевочное
колесо
/
Держатель
подшипника
N/A
N/A
3/8” – 15 (11)
10
мм
– 15 (11)
6570.9
Винт
-
Втулка
5/16” – 24 (18)
5/16” – 24 (18)
5/8" – 20 (15)
5/8" – 20 (15)
6580
Гайка
штифта
-
корпус
1/2” – 34 (25)
1/2” – 34 (25)
5/8" – 61 (45)
16
мм
– 61 (45)
Примечание
: 1)
Для
резьб
без
смазки
/
покрытия
прибавьте
25%
к
приведенным
выше
значениям
Рис
. 6-5:
Рекомендуемые
моменты
затяжки
крепежных
деталей
фланцев
-
СИ
(
США
)
Насосы
ISO
с
фланцами
PN16
Размер
фланца
мм
(
дюйм
)
Кол
-
во
болтов
Диам
.
Болта
мм
(
дюйм
)
Момент
затяжки
болта
Nm(
фунт
-
сила
•
фут
)
32 (1.3)
4
16 (0.63)
91 (67)
40 (1.6)
4
16 (0.63)
99 (73)
50 (2.0)
4
16 (0.63)
124 (91)
65 (2.6)
4
16 (0.63)
153 (112)
80 (3.1)
8
16 (0.63)
110 (81)
Насосы
ANSI
с
фланцами
кл
. 150
Размер
фланца
дюйм
(
мм
)
Кол
-
во
болтов
Диам
.
Болта
дюйм
(
мм
)
Момент
затяжки
болта
Nm(
фунт
-
сила
•
фут
)
1 (25.4)
4
0.63 (16)
34 (25)
1 ½ (38.1)
4
0.63 (16)
75 (55)
2 (50.8)
4
0.63 (16)
102 (75)
3 (76.2)
4
0.63 (16)
149 (110)
4 (101.6)
8
0.63 (16)
129 (95)
6.6
Рабочее
колесо
6.6.1
Замена
рабочего
колеса
Рабочее
колесо
может
иметь
острые
кромки
,
о
которые
можно
пораниться
.
Важно
использовать
прочные
рабочие
перчатки
.
Прежде
чем
устанавливать
рабочее
колесо
[2200]
на
вал
[2100.1],
необходимо
установить
упорную
цапфу
[3043].
a)
Установите
рабочее
колесо
[2200]
на
ровную
поверхность
входным
отверстием
вверх
(
см
.
рис
. 6-6).
b)
Совместите
паз
упорной
цапфы
[3043]
с
отлитым
штифтом
рабочего
колеса
.
c)
Запрессовывайте
упорную
цапфу
в
рабочее
колесо
,
пока
она
полностью
в
нее
не
войдет
.
Для
облегчения
установки
упорной
цапфы
в
рабочее
колесо
может
потребоваться
пресс
с
оправкой
.
При
использовании
пресса
с
оправкой
между
штоком
пресса
и
упорной
цапфой
необходимо
установить
неметаллическую
распорку
.
Эта
распорка
должна
быть
плоской
и
должна
покрывать
всю
область
на
поверхности
упорной
цапфы
.
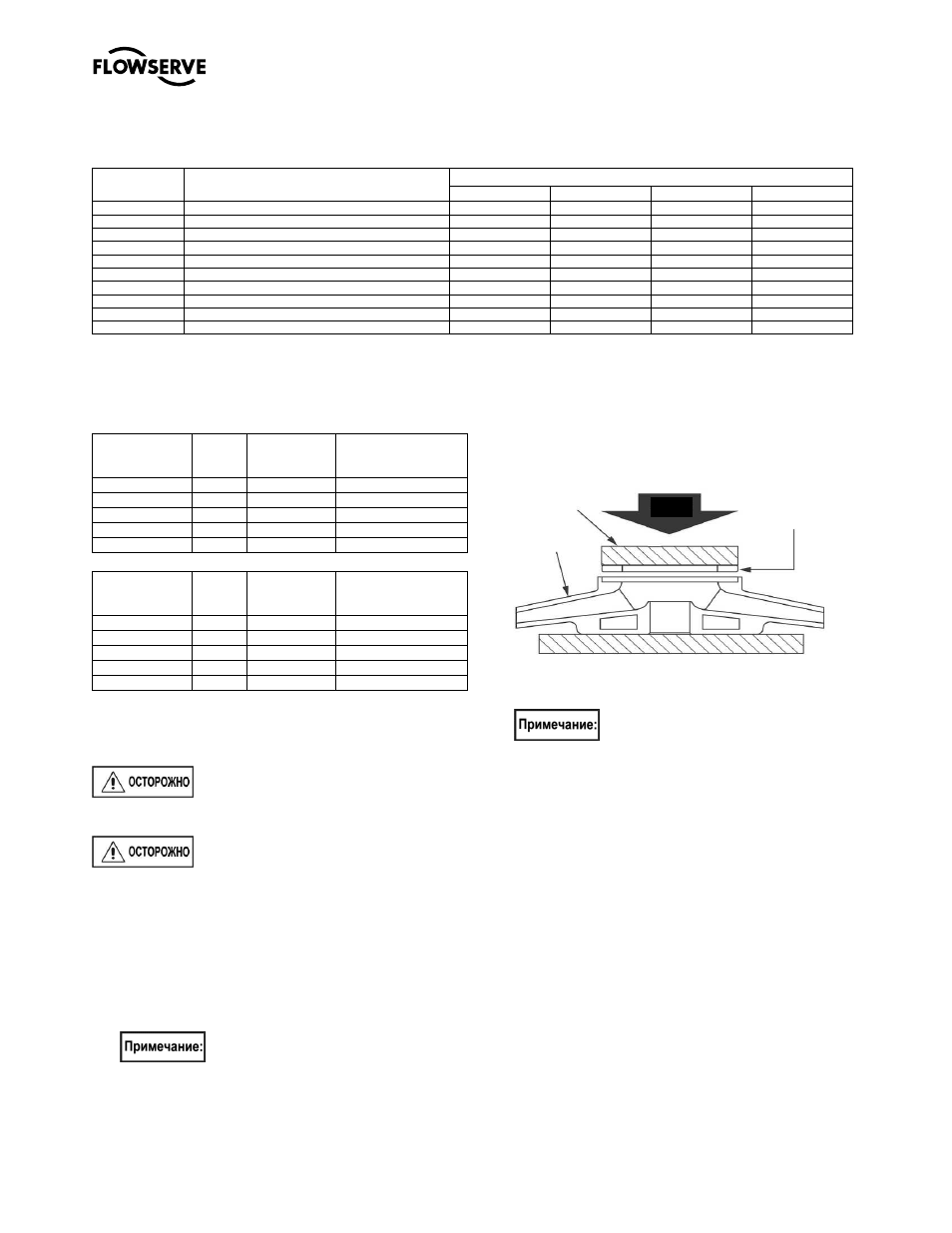
Puc. 6-6
d)
Запрессуйте
узел
рабочего
колеса
на
вал
из
карбида
кремния
.
Для
облегчения
установки
рабочего
колеса
на
вал
может
потребоваться
пресс
с
оправкой
.
При
использовании
пресса
с
оправкой
между
штоком
пресса
и
установленной
упорной
цапфой
необходимо
установить
неметаллическую
распорку
.
Эта
распорка
должна
быть
плоской
и
должна
покрывать
всю
область
на
поверхности
упорной
цапфы
(
см
.
рис
. 6-7
и
6-8).
6.6.2
Обрезка
кромок
Если
было
получено
новое
рабочее
колесо
максимального
диаметра
и
необходима
обрезка
кромок
,
или
необходимо
произвести
обрезку
кромок
имеющегося
колеса
,
это
выполняется
посредством
токарной
обработки
(
машинной
обработки
).
Рекомендуется
,
чтобы
обрезка
кромок
производилась
представителем
Flowserve.
Однако
,
Неметаллическая
распорка
Рабочее
колесо
[2200]
Упорная
цапфа
[3043]
ПРЕСС