Прожиг заготовки – Инструкция по эксплуатации Hypertherm Powermax30 AIR Rev.1
Страница 51
Powermax30 AIR Руководство оператора 80884J
51
4 – Эксплуатация
Прожиг заготовки
Если толщина металла меньше 6 мм, для резки внутренних элементов используйте прожиг. Прожиг уменьшает
срок службы дефлектора и сопла.
Тип прожига зависит от толщины металла:
Прямой прожиг — для резки заготовок низкоуглеродистой или нержавеющей стали, толщиной
менее 3 мм.
Прожиг с креном — для резки заготовок низкоуглеродистой или нержавеющей стали, толщиной
от 3 мм.
1. Подсоедините зажим заземления к заготовке.
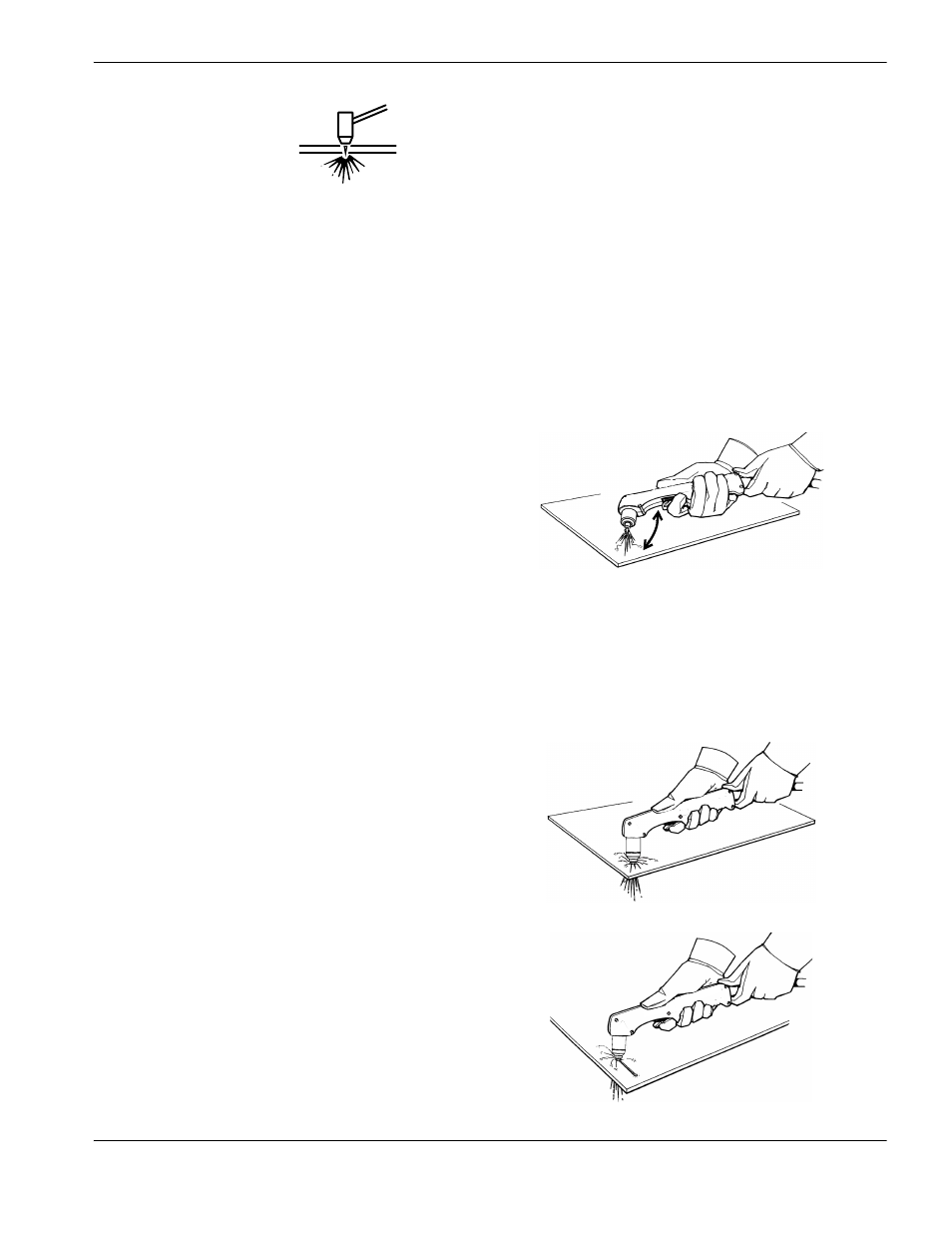
2. Прямой прожиг: Держите резак
перпендикулярно (под углом 90°) к заготовке
чуть выше над заготовкой.
Прожиг с креном: Держите резак
приблизительно под углом 30° – 45° к заготовке,
а наконечник резака на расстоянии не более
1,5 мм от заготовки перед зажиганием резака.
3. Прямой прожиг: Нажмите выключатель резака,
чтобы зажечь дугу.
Прожиг с креном: Нажмите выключатель
резака, чтобы зажечь дугу, сохраняя угол к
заготовке, затем поверните резак в
перпендикулярное положение (под углом 90°).
4. Удерживайте резак в этом положении,
продолжая нажимать выключатель. Выход искр
из-под заготовки означает, что прожиг металла
дугой выполнен.
5. После завершения прожига слегка проведите
соплом вдоль заготовки для продолжения резки.
30° – 45° для прожига с креном