Инструкция по эксплуатации Flowserve Mark 3 ISO Durco
Страница 13
Насос Durco Mark3 по стандарту ISO с опорами под корпусом
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ НА РУССКОМ ЯЗЫКЕ 26999939 04-14
Страница 13 из 52
flowserve.com
4.3
Фундамент
Существует много методов установки насосных
агрегатов на фундамент. Требуемый метод выбирается в
зависимости от размеров насосного агрегата, его размещения и
требованиям к уровню шума и вибраций. Неправильно выбранные
конструкция фундамента или метод установки могут привести к отказу
насоса, на который не будет распространяться действие гарантии.
Обеспечьте выполнение требований:
a)
Плита основания должна устанавливаться на твердый
фундамент: бетонный фундамент необходимой толщины или
жесткую стальную раму. (Плита основания не должна
деформироваться или сбрасываться на фундамент при
монтаже. Осторожно установите плиту на опорные площадки
для сохранения исходной центровки).
b)
Установите плиту основания на подкладки, находящиеся
рядом с фундаментными болтами.
с)
С помощью регулировочных прокладок между плитой
основания и подкладками выставьте плиту основания по
уровню
d)
Насос и привод уже центрировались перед отгрузкой, однако
центровку полумуфт насоса и двигателя необходимо
проверить. Ее нарушение свидетельствует о перекосе плиты,
которое должно быть устранено с помощью регулировочных
прокладок.
e)
Ограждения, если они не входят в комплект поставки
агрегата, устанавливаются в соответствии с требованиями
ISO 12100 и EN953.
4.4
Подливка раствором
Выполните подливку фундаментных болтов раствором, если это
предусмотрено.
После подключения трубопроводной обвязки и проверки центровки
муфты выполните подливку плиты основания раствором, используя
принятые технологии. Сборные и тонкостенные стальные плиты, а
также чугунные плиты основания могут быть заполнены раствором.
Подливку плит основания из материала Polycrete невозможно
выполнить таким же методом. Инструкции по их установке и
использованию см. Руководстве для пользователя 71569284 (E). С
любыми вопросами и за консультацией обращайтесь в ближайший
сервисный центр.
Подливка обеспечивает контакт между насосом и фундаментом по
всей площади и основания, предотвращает поперечные
перемещения оборудования под действием вибраций и
демпфирует резонансные колебания.
Фундаментные болты полностью затягиваются только после
затвердевания подливки.
4.5
Первоначальная центровка
4.5.1
Тепловое расширение
Центровка насоса и электродвигателя обычно
выполняется, когда их температура равна температуре
окружающей среды, при обеспечении допуска на тепловое
расширение при рабочей температуре. Если насос используется
для перекачки жидкостей, имеющих высокую температуру, обычно
выше 100 ºC (212 ºF), проверка центровки должна выполняться
немедленно после останова насоса, поработавшего при рабочей
температуре жидкости.
4.5.2
Методы центровки
Убедитесь в том, что насос и привод электрически
изолированы и полумуфты разъединены.
Центровка ДОЛЖНА проверяться. Хотя насос и
двигатель были предварительно выровнены на заводе-
изготовителе, эта центровка могла быть нарушена во время
погрузки/разгрузки и транспортировки насоса. В случае
необходимости выполните центровку электродвигателя
относительно насоса (а не наоборот).
Центровка осуществляется путем установки дополнительных
прокладок или удаления части имеющихся прокладок из-под лап
двигателя, а также путем перемещения двигателя в горизонтальной
плоскости. В случаях, когда необходимую точность центровки не
удается достичь, требуется перемещение насоса перед
повторением изложенной ниже процедуры центровки.
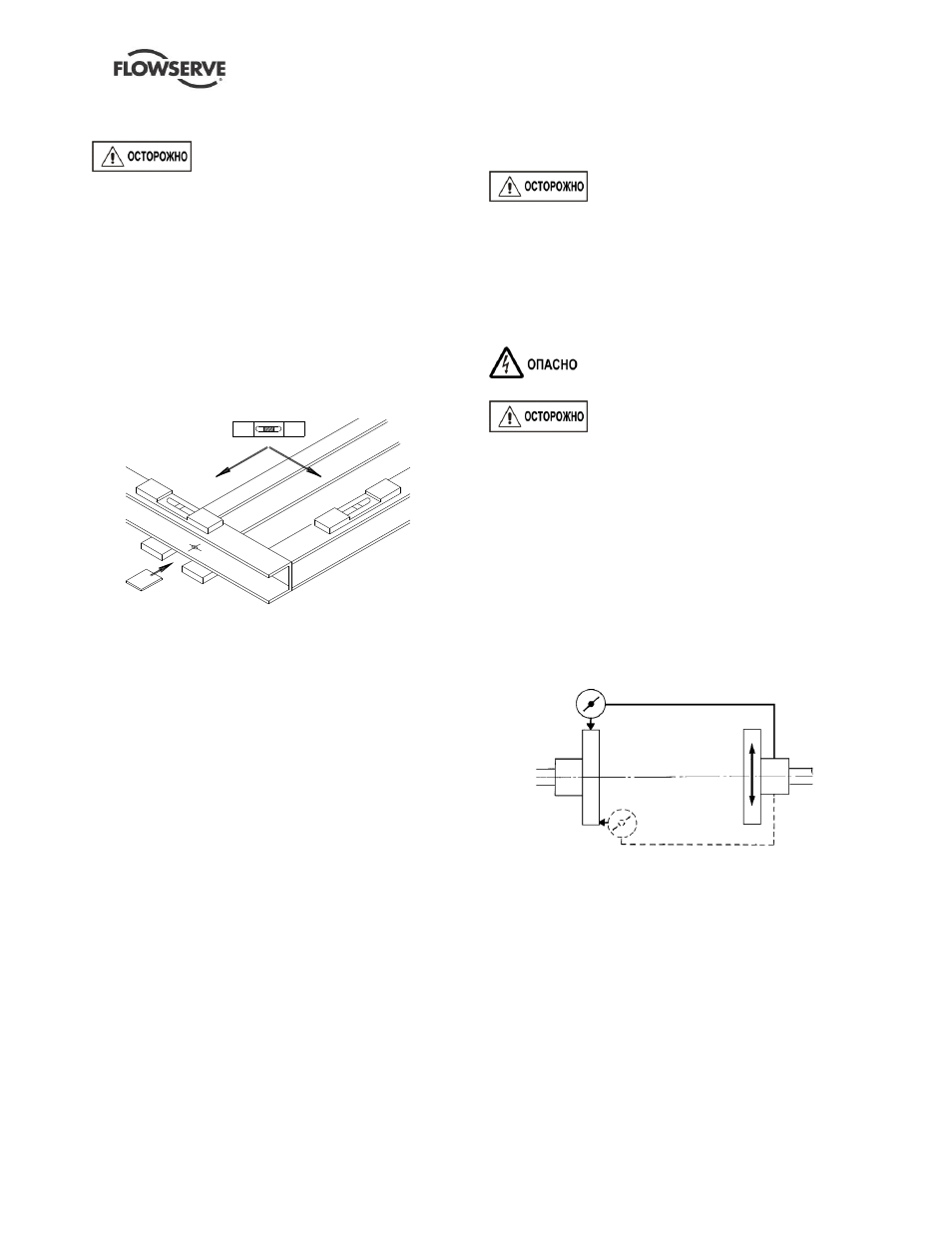
Если полумуфты имеют узкие фланцы, установите циферблатный
индикатор как показано на рисунке. Максимальные допуски на
центровку агрегатов, работающих в длительном режиме, будут
следующие.
Параллельное
смещение осей
Угловой
перекос
Предельная допустимая нецентровка при рабочей температуре
будет следующая:
•
Параллельное смещение осей
-
Полное замеренное радиальное биение – не более
0,25 мм (0,010")
•
Угловой перекос
-
Полное замеренное радиальное биение – не более
0,3 мм (0,012") для муфт с фланцем диаметром до
100 мм (4")
-
Полное замеренное радиальное биение – не более
0,5 мм (0,020") для муфт диаметром свыше 100 мм
При контроле параллельного смещения, указанное полное
замеренное радиальное биение в два раза превышает фактическое
параллельное смещение вала.