Инструкция по эксплуатации Jet Tools JWL-1642
Страница 5
5
Рис.5
6.2 Выбор токарных резцов:
Успешная токарная обработка зависит не от
высокого числа оборотов, а от правильного при-
менения токарного инструмента.
Предпосылкой для технически грамотной то-
карной обработки является качественно зато-
ченный токарный инструмент.
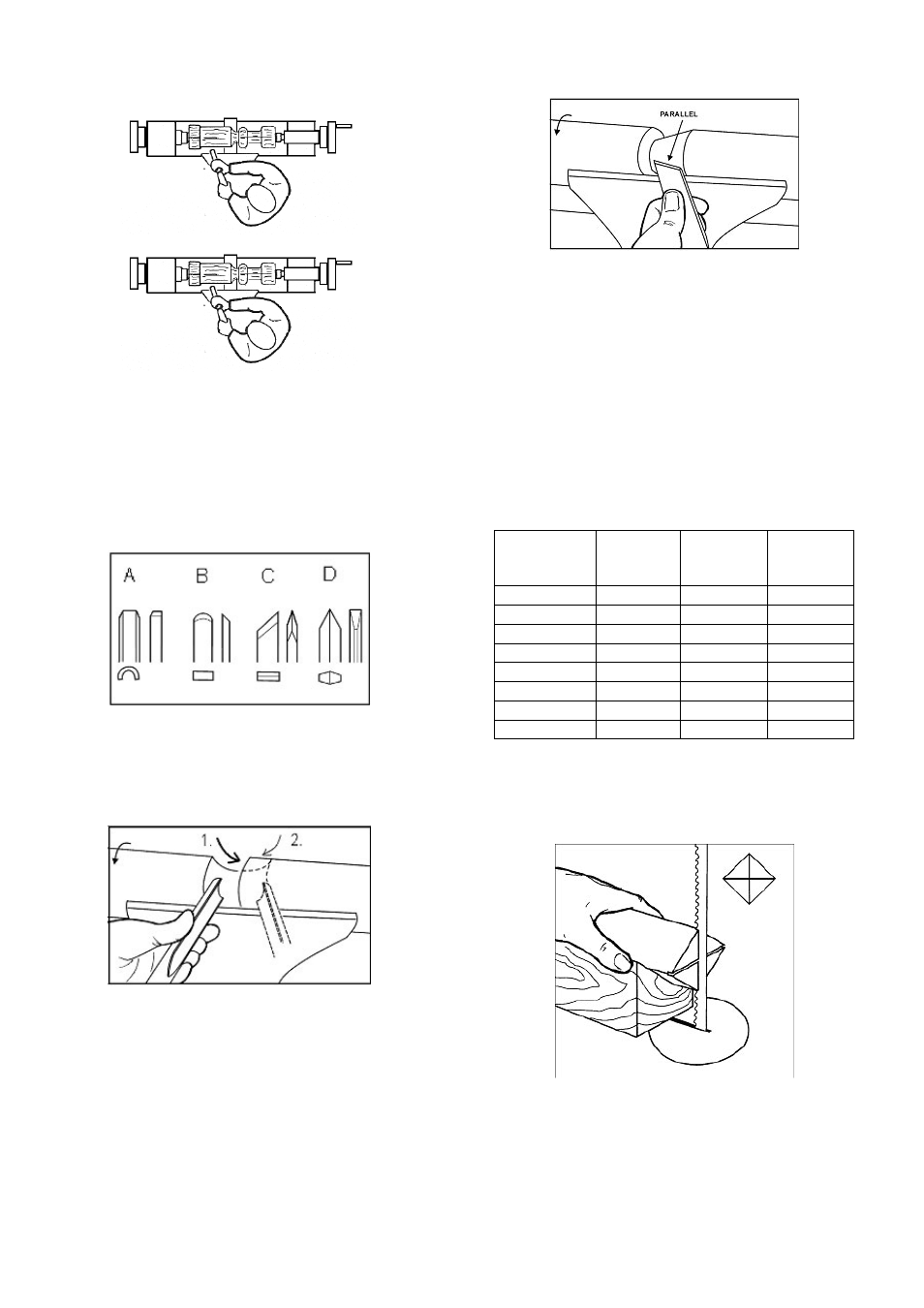
Основные виды токарных резцов:
Рис.6
Трубчатый резец (А, рис.6)
Самый важный инструмент для токарной об-
работки, применяется для грубой обдирки, для
вытачивания чаш и тарелок и для вытачивания
шеек (Рис.7).
Рис.7
Шабер (В, Рис.6). Применяется для наружного
и внутреннего калибрования, а также для уда-
ления следов обработки.
Косой резец (С, Рис.6). Применяется для про-
точки V-образных канавок, для наружного ка-
либрования и для токарной обработки торцов
древесины. Режущая кромка устанавливается
параллельно направлению реза (Рис.8)
Рис.8
Отрезной резец (D, Рис.6). Применяется для
прямой врезки в заготовку, например при заты-
ловке и отрезке. Может применяться также как
шабер.
6.3 Выбор числа оборотов
Большие и неравномерные заготовки необхо-
димо обрабатывать только при малых числах
оборотов.
При появлении вибрации необходимо остано-
вить станок и устранить недостаток.
Принимайте во внимание рекомендуемые
числа оборотов.
Рекомендуемые числа оборотов
Заго-
товка,
мм
Обдир-
ка
об/мин
Общая
об/мин
Шлих-
товка
об/мин
<50 1500
3200
3200
50-100 700 1600 2500
100-150 500 1100 1600
150-200 370 800
1200
200-250 300 650
1000
250-300 250 500
800
300-350 220 450
700
350-400 180 400
600
6.4 Точение между центрами:
Наметьте и накерните середину заготовки на
обоих торцах заготовки. Для твердых пород
древесины со стороны передней бабки можно
сделать надрезы пилой (смотри рис.9).
Рис.9
Торцовый поводок вставляется в конус шпин-
деля и может быть удален из него с помощью
выталкивающего штифта.
Зажмите отцентрированную заготовку между
торцовым поводком вращающимся центром зад-