Нержавеющая сталь, H35 плазмообразующий / n, Защитный 8 00 а – Инструкция по эксплуатации Hypertherm HPR800XD Auto Gas
Страница 177: Метрическая си британская си, Раскрой
Эксплуатация
HPR800XD Auto Gas
– 80650J, 1-я редакция
4-73
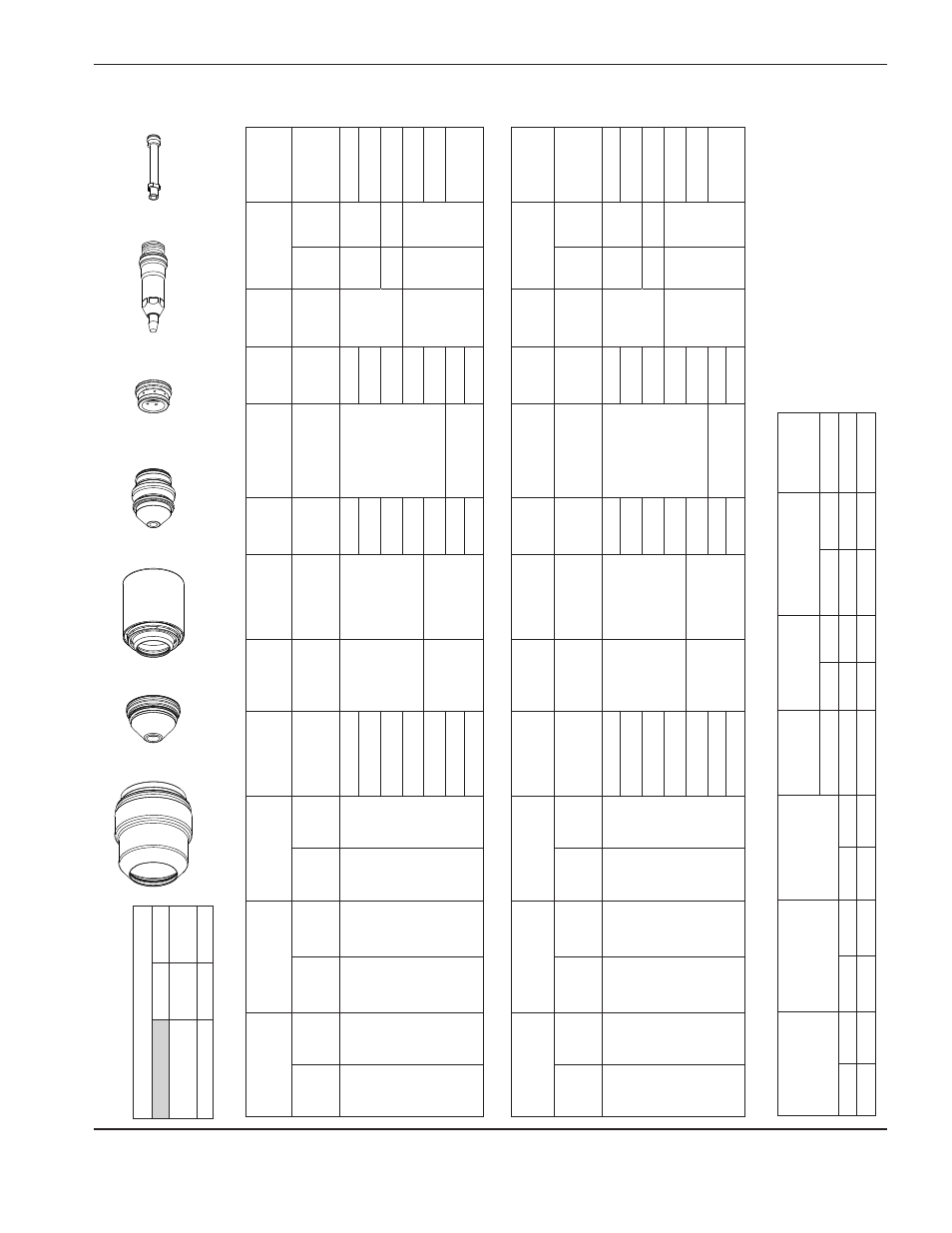
Нержавеющая сталь –
H35 плазмообразующий / N
2
защитный 8
00 А
22
0886
220
63
7
220
882
См. т
аблицу
ниже
22
0884
220
881
Ск
ор
ости пот
ока
–
л/мин / к
уб.фут/час
H35
N
2
До возбуждения
дуги
0 / 0
123 / 26
0
При резке
76 / 16
0
121 / 25
7
Метрическая СИ
Британская СИ
Выбр
ать
газы
Задать
по
дачу газа
до возбуждения дуги
Задать
по
дачу газа при
резке
Толщ
ина
мат
ериала
Завихрит
ель
Кожух сопла
Дуг
овое
напряже-
ние
Расст
ояние
между резаком
и изделием
Скорость
резки
Высо
та
переноса
Высо
та прожига
Время задержки прожига
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
мм
Номер дет
али
Номер дет
али
Во
ль
ты
мм
мм/мин
мм
мм
Коэффи-
циент
, %
Секунды
H35
N
2
64
13
69
37
50
220353
220
885
172
12,
7
72
0
19
25,4
200
3,0
65
177
570
3,5
75
18
0
464
38,1
300
4,5
10
0
19
0
287
Н
/Д
Н
/Д
То
лько пуск
на краю
3,0
12
5
22035
0
220
712
207
155
3,5
15
0
214
9,7
120
4,0
16
0
225
10
0
Выбр
ать
газы
Задать
по
дачу газа
до возбуждения дуги
Задать
по
дачу газа при
резке
Толщ
ина
мат
ериала
Завихрит
ель
Кожух сопла
Дуг
овое
напряже-
ние
Расст
ояние
между резаком
и изделием
Скорость
резки
Высо
та
переноса
Высо
та прожига
Время задержки прожига
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
дюймы
Во
ль
ты
дюймы
дюйм/мин
дюймы
дюймы
Коэффи-
циент
, %
Секунды
H35
N
2
64
13
69
37
2.0
220353
220
885
172
0.5
28
0.75
1.0
200
3.0
2-1/2
177
23
3.5
3.0
18
0
18
1.5
300
4.5
4.0
191
11
Н
/Д
Н
/Д
То
лько пуск
на краю
3.0
5.0
22035
0
220
712
20
8
6.0
3.5
6.0
217
0.3
8
4.5
4.0
6-1/4
225
4.0
Раскрой
Выбор
газов
Задать
по
дачу газа
до возбуждения дуги
Задат
ь
по
дачу газа при
резке
Сила т
ока
Расст
ояние
между резаком
и изделием
Скорость
разметки
Дуг
овое
напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Во
ль
ты
N
2
N
2
30
10
40
40
24
2,5
0,1
2540
10
0
79
Ar
N
2
30
10
40
40
24
2,5
0,1
2540
10
0
45
См. т
аблицу
ниже
Примечания.
Сигнал окончания прожига
следует отключить для
всех процессов при 800 А.
Диапазон углов скоса — о
т 0°
до 45°.