Инструкция по эксплуатации Jet Tools CL-1640ZX
Страница 8
инструкция по эксплуатации станка JET, мод. CL-1640ZX CNC
8
Линейная погрешность направляющих суп-
порта не должна превышать 0,04 мм на 1000
мм по всей длине контролируемой поверхно-
сти.
б) Установите уровень на суппорте станка
перпендикулярно продольным направляю-
щим и оси вращения шпинделя (Рис3.б). Пе-
реместите суппорт в крайнее левое от сред-
него положения, а затем в крайнее правое
положение на продольных направляющих.
Запишите показания прибора. Зарисуйте
диаграмму изменения показаний уровня. Ли-
нейная погрешность направляющих в верти-
кальной плоскости должна быть не более
0,02 мм по всей длине направляющих.
3.3 Проверка правильности установки
Перед началом работы на станке Вы должны
понимать устройство станка, порядок работы
на нем и обслуживание (смазка) станка.
Прошприцуйте все имеющиеся точки смазки
консистентной смазкой. Проверьте уровни
масла во всех емкостях, добавьте, при необ-
ходимости.
Перед включением питания станка проверьте
исправность электрики, системы ЧПУ и су-
хость двигателя. После включения питания
проверьте автоматическую работу станка.
Включите вращение шпинделя на низких и
высоких частотах вращения без нагрузки.
Проанализируйте возникающие при этом зву-
ки и вибрацию (обратите внимание на на-
правление вращения шпинделя). Если все в
порядке, тогда можно приступать к выполне-
нию проверки на холостом ходу. Станок дол-
жен быть установлен на стабильном основа-
нии, полностью смазан и надежно закреплен.
Проверьте 3х кулачковый патрон, зажмите и
разожмите кулачки, если все выполнено пра-
вильно и надежно, станок можно вводить в
эксплуатацию.
4. Рабочие системы станка
4.1 Главный привод станка
Частота вращения шпинделя этого станка от
100 до 2000 об/мин плавно регулируется сис-
темой ЧПУ. Передача вращения осуществ-
ляется от мотора к шпинделю при помощи
ремней и шкивов.
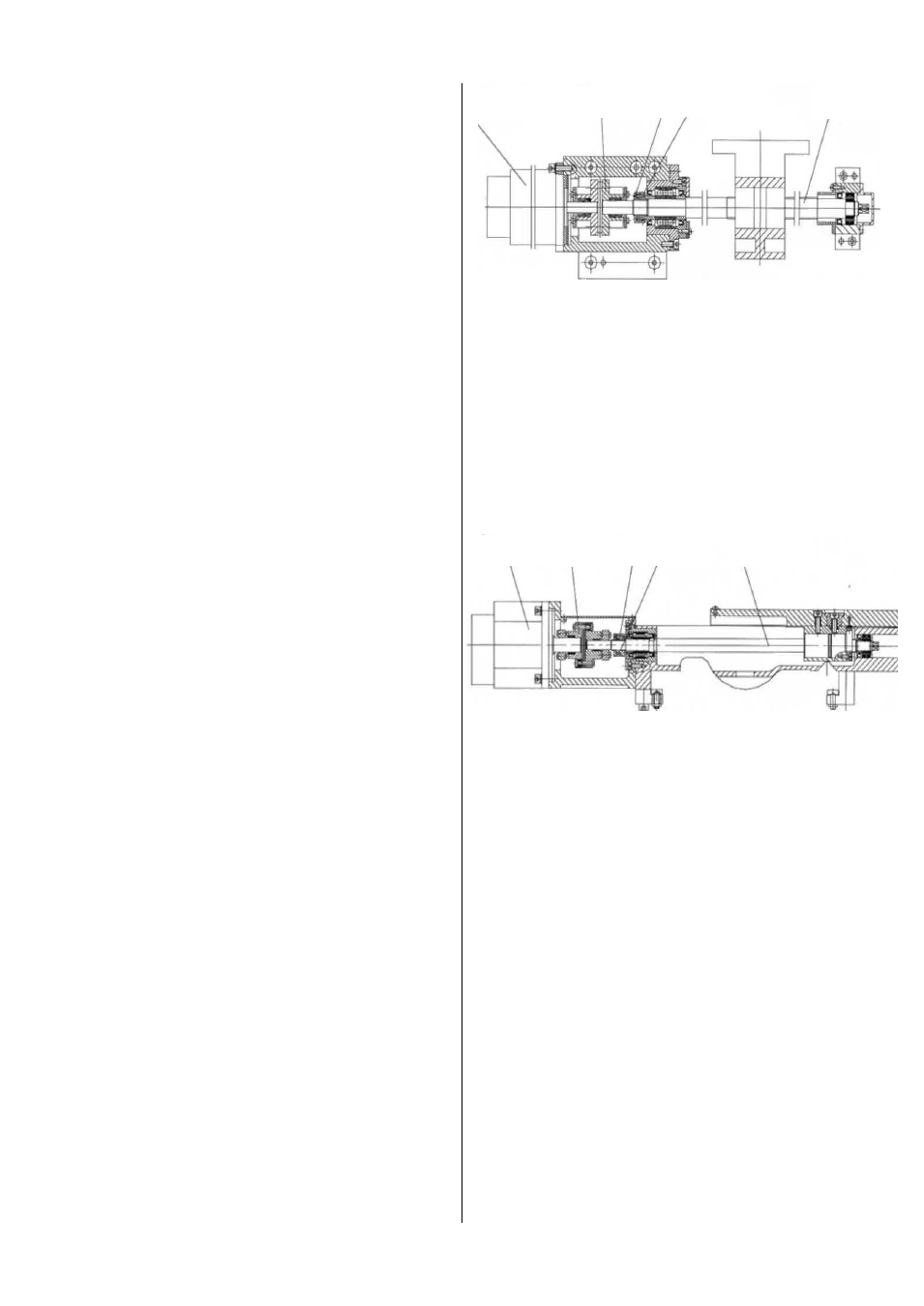
4.2 Система подачи станка
4.2.1
Продольная подача (Рис.4)
Продольная подача суппорта осуществляет-
ся с помощью шарико-винтовой пары через
эластичную муфту от сервомотора.
Рис.4 Продольная подача
А ...... Серво-мотор
Б ...... Эластичная муфта
В ...... Винт М4х12
Г....... Контргайка
Д ...... Вал шарико-винтовой пары
4.2.2 Поперечная подача (Рис.5)
Поперечная подача суппорта в поперечном
направлении осуществляется с помощью
шарико-винтовой пары через эластичную
муфту от сервомотора.
Рис.5 Поперечная подача
1 ......
Серво-мотор
2 ......
Эластичная муфта
3 ......
Регулировочная гайка
4 ......
Контргайка
5 ......
Вал шарико-винтовой пары
5. Основные особенности структура и на-
стройка станка
5.1 Направляющие
Часть станины станка состоит из направ-
ляющих передние и задние направляющие
станины присоединены к ней при помощи
болтов. Направляющие станка подвергнуты
закалке токами высокой частоты, обеспечи-
вающими высокую долговечность. Двигатель
и тормозной механизм установлен внутри
между направляющими станины. На задней
стенке станка установлен электрический
шкаф и контроллеры системы ЧПУ. Система
подвода Смазывающе-Охлаждающей Жид-
кости (СОЖ) установлена на внутренней сто-
роне задних направляющих. Сплошной за-
щитный экран закрывает заднюю часть стан-
ка. Для удобного доступа в рабочую зону
А
Б
В Г
Д
1
2
3 4
5