Поправка на радиус инструмента – Инструкция по эксплуатации HEIDENHAIN TNC 620 (34056x-04)
Страница 172
Программирование: инструменты
5.3
Коррекция инструмента
5
172
TNC 620 | Руководство пользователя «Диалог открытым текстом HEIDENHAIN» | 2/2014
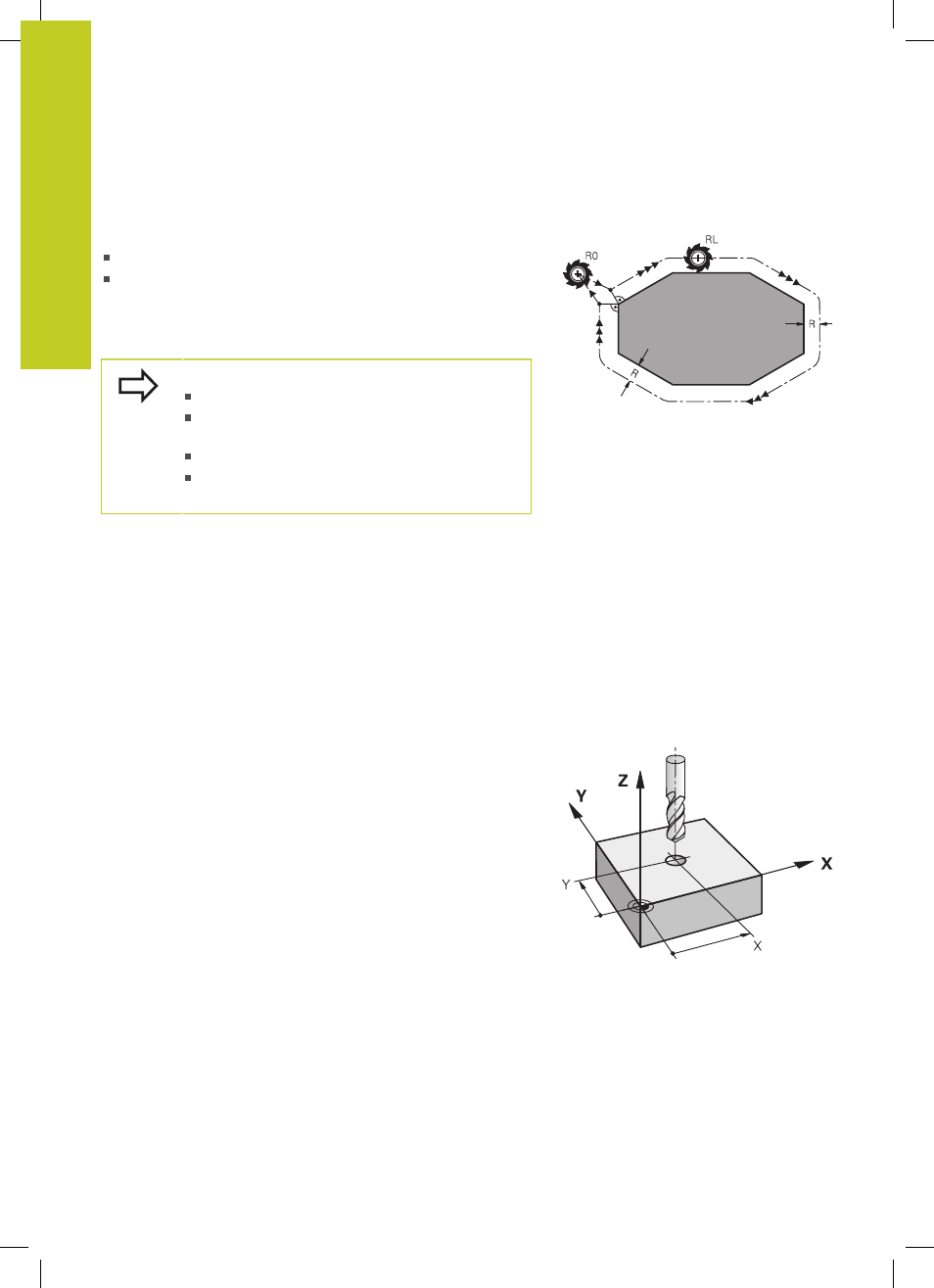
Поправка на радиус инструмента
Кадр программы для перемещения инструмента содержит:
RL
или RR для коррекции на радиус
R0
, если коррекция на радиус не должна выполняться
Коррекция на радиус начинает учитываться сразу после
вызова инструмента и его перемещения с помощью кадра
прямых на плоскости обработки с RL или RR.
Система ЧПУ отменяет поправку на радиус, если:
программируется кадр прямых с R0
выполняется выход из контура с помощью
функции DEP
программируется вызов PGM CALL
вызывается новая программа с помощью PGM
MGT
При поправке на радиус система ЧПУ учитывает как дельта-
значения из кадра TOOL CALL, так и дельта-значения из
таблицы инструментов.
Величина поправки = R + DR
TOOL CALL
+ DR
TAB
, где
R
:
Радиус инструмента R из TOOL DEF-кадра или из
таблицы инструментов
DR
TOOL CALL
: Припуск DR на радиус из кадра TOOL CALL
DR
TAB
:
Припуск DR для радиуса из таблицы инструментов
Движения по траектории без поправки на радиус: R0
Инструмент и его центр перемещаются на плоскости
обработки по запрограммированной траектории или на
запрограммированные координаты.
Применение: сверление, предварительное позиционирование.