Powermax1650, Эксплуатация, Малоуглеродистая сталь нержавеющая сталь алюминий – Инструкция по эксплуатации Hypertherm Powermax1650 Rev.1
Страница 55
Эксплуатация
4-18
powermax1650
Руководство оператора
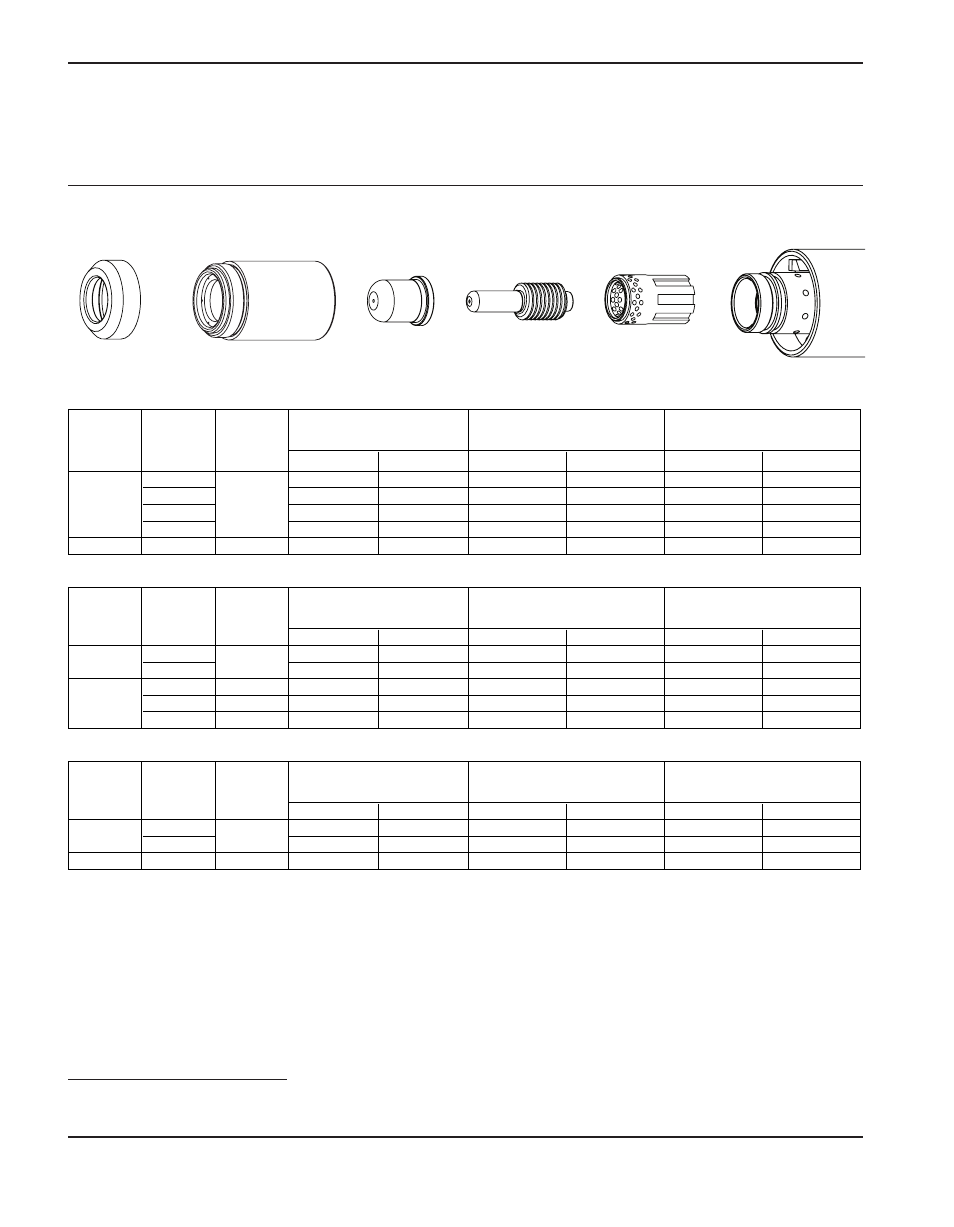
Неэкранированные расходные детали для резки при 40 А
• На нижеприведенных технологических картах резки расстояние от резака до заготовки составляет
1,5 мм для всех резок.
Защитный колпачок
120928
Сопло
220006
Электрод
120926
Завихритель
120925
Резак
Т100М
Отражатель
120979
Максимальная скорость проходки – это максимально возможная скорость резки без учета качества разреза.
Оптимальная скорость проходки обеспечивает наилучший угол разреза, наименьшее количество шлака и
наилучшее качество поверхности разреза. Не следует забывать, что технологические карты резки служат
надежной «отправной точкой» для выполнения различных задач, связанных с резкой. Чтобы обеспечить
необходимое качество разреза, каждому аппарату требуется «тонкая настройка» для каждого вида работы.
mm
IPM
mm/min
IPM
mm/min
125
26 GA
0,5
550
13970
353
8966
128
22 GA
0,8
484
12294
315
8001
130
18 GA
1,3
238
6045
155
3937
131
16 GA
1,5
167
4242
109
2769
40
129
0,25
14 GA
1,9
326
8280
212
5385
mm
IPM
mm/min
IPM
mm/min
127
26 GA
0,5
561
14249
365
9271
127
22 GA
0,8
453
11506
295
7493
123
0,25
18 GA
1,3
500
12700
325
8255
127
0,25
16 GA
1,5
367
9322
239
6071
128
0,25
14 GA
1,9
220
5588
143
3632
mm
IPM
mm/min
IPM
mm/min
125
1/32"
0,8
564
14326
366
9296
127
1/16"
1,5
236
5994
153
3886
40
127
0,25
3/32"
2,4
261
6629
170
4318
0
0
0
40
25
25
25
Малоуглеродистая сталь
Нержавеющая сталь
Алюминий
Дуговой
ток
Дуговое
напряжение
Задержка
для
перфорации
дюйм
Толщина материала
Максимальная
скорость проходки
Оптимальная
скорость проходки
Дуговой
ток
Дуговое
напряжение
Задержка
для
перфорации
дюйм
Толщина материала
Максимальная
скорость проходки
Оптимальная
скорость проходки
Дуговой
ток
Дуговое
напряжение
Задержка
для
перфорации
дюйм
мм
мм/мин
мм/мин
мм/мин
мм/мин
мм/мин
мм/мин
мм
Толщина материала
Максимальная
скорость проходки
Оптимальная
скорость проходки
мм