Технологические карты резки, Powermax1650, Эксплуатация – Инструкция по эксплуатации Hypertherm Powermax1650 Rev.1
Страница 50: Малоуглеродистая сталь нержавеющая сталь алюминий
Эксплуатация
powermax1650
Руководство оператора
4-13
Технологические карты резки
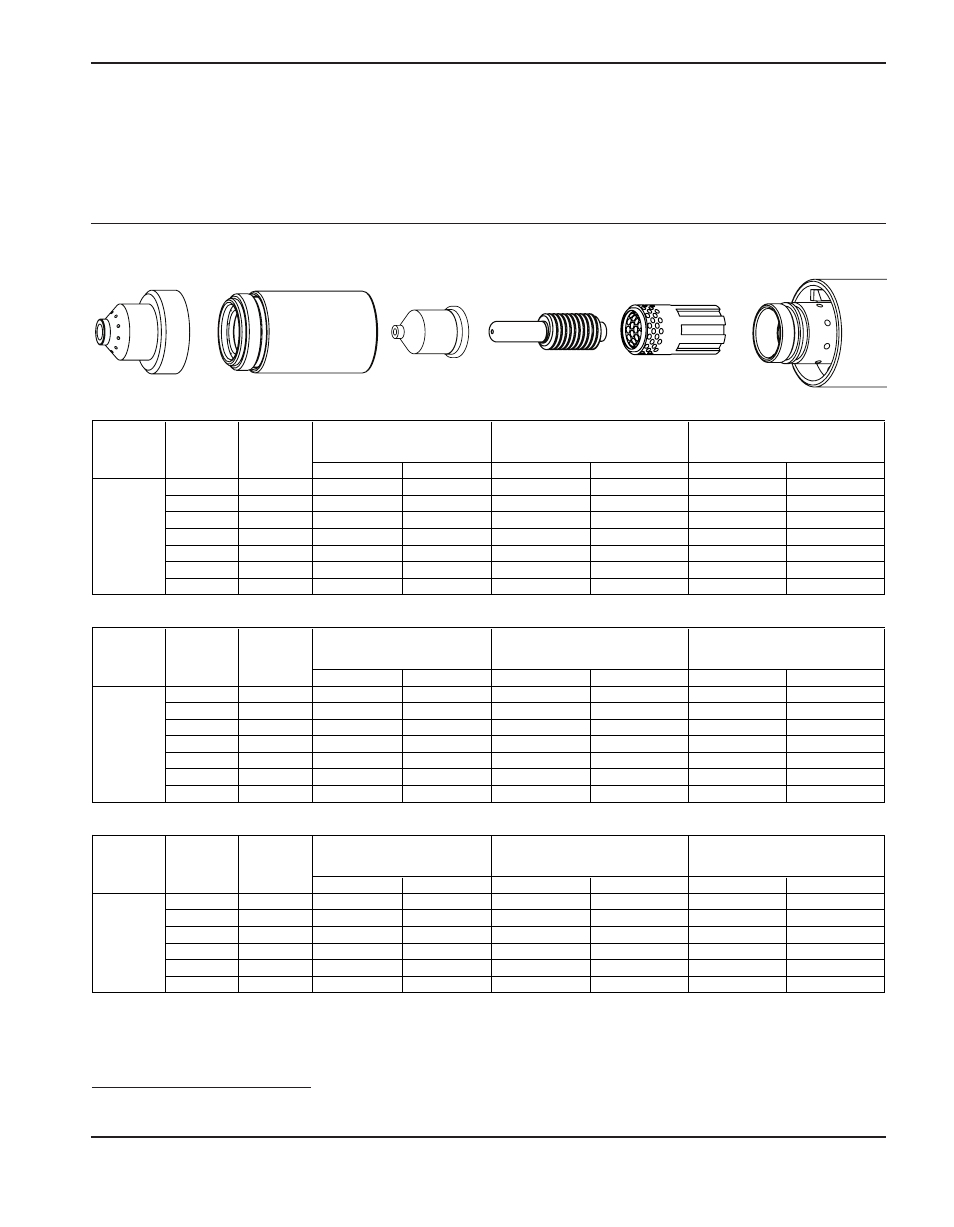
Экранированные расходные детали для механической резки при 100 А
• На нижеприведенных технологических картах резки расстояние от резака до заготовки составляет
3,2 мм для всех резок.
Защитный колпачок
220048
Сопло
220011
Электрод
220037
Завихритель
220051
Резак
Т100М
Экран
220047
Максимальная скорость проходки – это максимально возможная скорость резки без учета качества разреза.
Оптимальная скорость проходки обеспечивает наилучший угол разреза, наименьшее количество шлака и
наилучшее качество поверхности разреза. Не следует забывать, что технологические карты резки служат
надежной «отправной точкой» для выполнения различных задач, связанных с резкой. Чтобы обеспечить
необходимое качество разреза, каждому аппарату требуется «тонкая настройка» для каждого вида работы.
mm
IPM
mm/min
IPM
mm/min
153
0,5
1/4"
6,4
208
5283
135
3429
155
0,5
3/8"
9,5
119
3022
77
1955
159
1,0
1/2"
12,7
88
2235
57
1447
160
1,0
5/8"
15,9
61
1549
40
1016
161
1,5
3/4"
19,0
47
1193
26
660
163
2,0
1"
25,4
28
711
18
457
167
2,5
1-1/4"
31,8
19
482
12
305
mm
IPM
mm/min
IPM
mm/min
154
0,5
1/4"
6,4
231
5867
150
3810
156
0,5
3/8"
9,5
122
3099
79
2006
161
1,0
1/2"
12,7
79
2006
52
1320
162
1,0
5/8"
15,9
52
1320
34
863
164
1,5
3/4"
19,0
39
990
25
635
166
2,0
1"
25,4
23
584
15
381
169
2,5
1-1/4"
31,8
14
355
9
228
mm
IPM
mm/min
IPM
mm/min
154
0,5
1/4"
6,4
253
6426
164
4165
157
0,5
3/8"
9,5
142
3606
92
2336
160
1,0
1/2"
12,7
108
2743
70
1778
161
1,0
5/8"
15,9
77
1955
50
1270
162
1,5
3/4"
19,0
57
1447
33
838
165
2,0
1"
25,4
33
838
21
533
100
100
100
Малоуглеродистая сталь
Нержавеющая сталь
Алюминий
Дуговой
ток
Дуговое
напряжение
Задержка
для
перфорации
дюйм
Толщина материала
Максимальная
скорость проходки
Оптимальная
скорость проходки
Дуговой
ток
Дуговое
напряжение
Задержка
для
перфорации
дюйм
Толщина материала
Максимальная
скорость проходки
Оптимальная
скорость проходки
Дуговой
ток
Дуговое
напряжение
Задержка
для
перфорации
дюйм
Толщина материала
Максимальная
скорость проходки
Оптимальная
скорость проходки
мм/мин
мм/мин
мм
мм/мин
мм/мин
мм
мм/мин
мм/мин
мм