Графическое представление токарной обработки – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) ISO programming
Страница 471
Базовые функции (номер опции #50) 14.2
14
TNC 640 | Руководство пользователя "Программирование DIN/ISO" | 5/2015
471
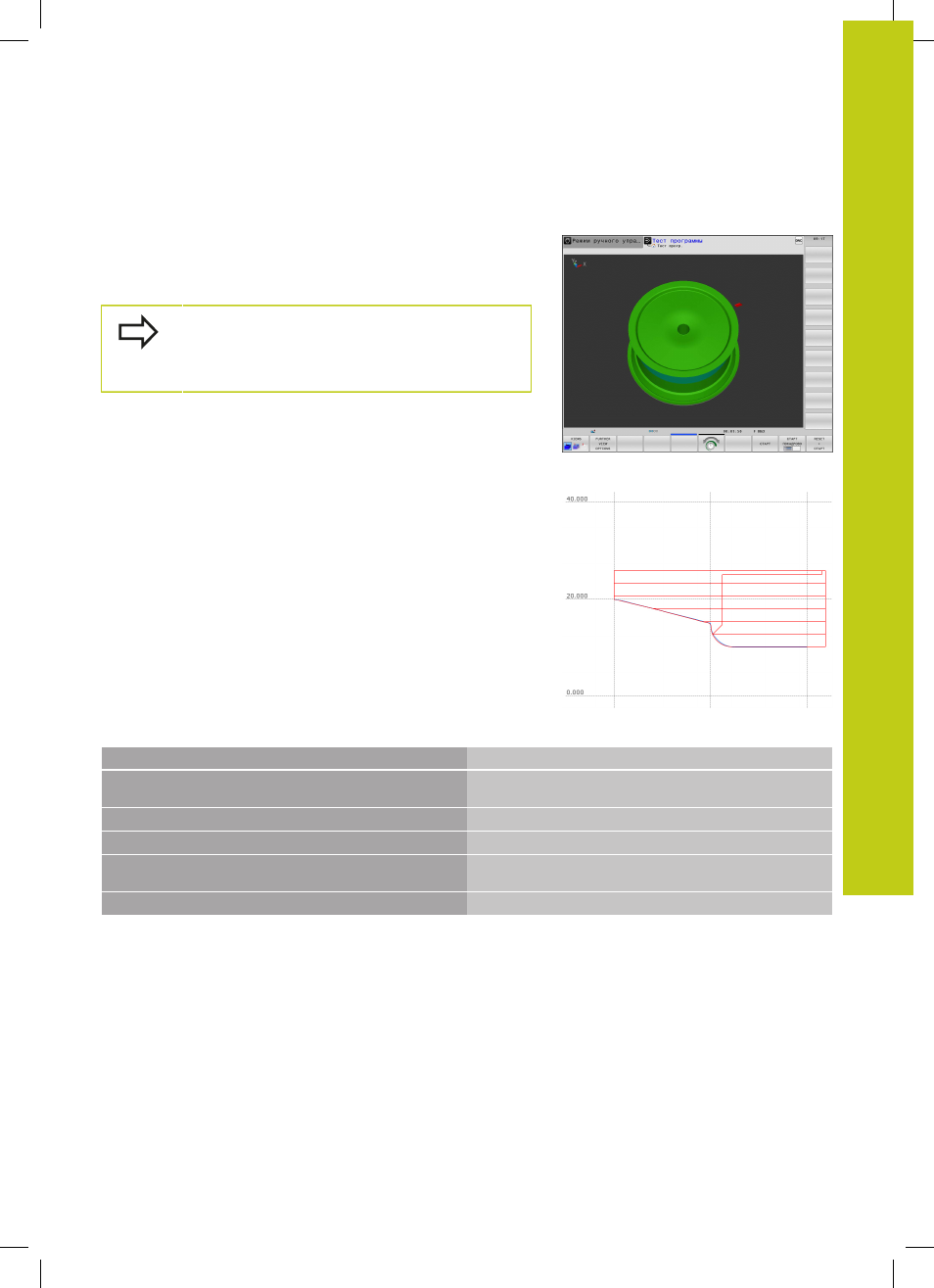
Графическое представление токарной обработки
Программирование токарной обработки выполняется в режиме
работы Тестирование программы Условием для этого
является определение заготовки, пригодное для токарной
обработки и опция номер #20.
Отображаемое время обработки программ при
помощи Токарная обработка/Фрезерование
в режиме модуляции не соответствует
фактическому времени обработки.
Графическое отображение в режиме программирования
Токарную обработку можно также моделировать графически
при помощи линейной графики в режиме работы
Программирование
. Для отображения движений перемещения
в режиме работы Программирование измените вид
дисплея при помощи клавиш Softkey, смотри "Графическое
воспроизведение существующей программы", Стр. 157.
При вращении стандартная конфигурация осей настроена
таким образом, что X-координаты описывают диаметр
заготовки, а Z-координаты - продольную позицию.
Даже если токарная обработка выполняется в двухмерной
плоскости (координаты X и Z), для обработки прямоугольных
заготовок в определении заготовки неободимо учитывать
значения Y.
Синтаксис NC
%LT 200 G71 *
N10 G30 G18 X+0 Y-1 Z-50 *
Определение заготовки для графического
моделирования обработки
N20 G31 G90 X+87 Y+1 Z+2 *
N30 T301 *
вызовом инструмента
N40 G00 G40 G90 Z+250 *
Вывод инструмента из материала по оси шпинделя на
ускоренном ходу
N50 FUNCTION MODE TURN *
Активация режима точения