Инструкция по эксплуатации Jet Tools JRBM-10N
Страница 7
инструкция по эксплуатации станка JET мод.JRBM-10N
7
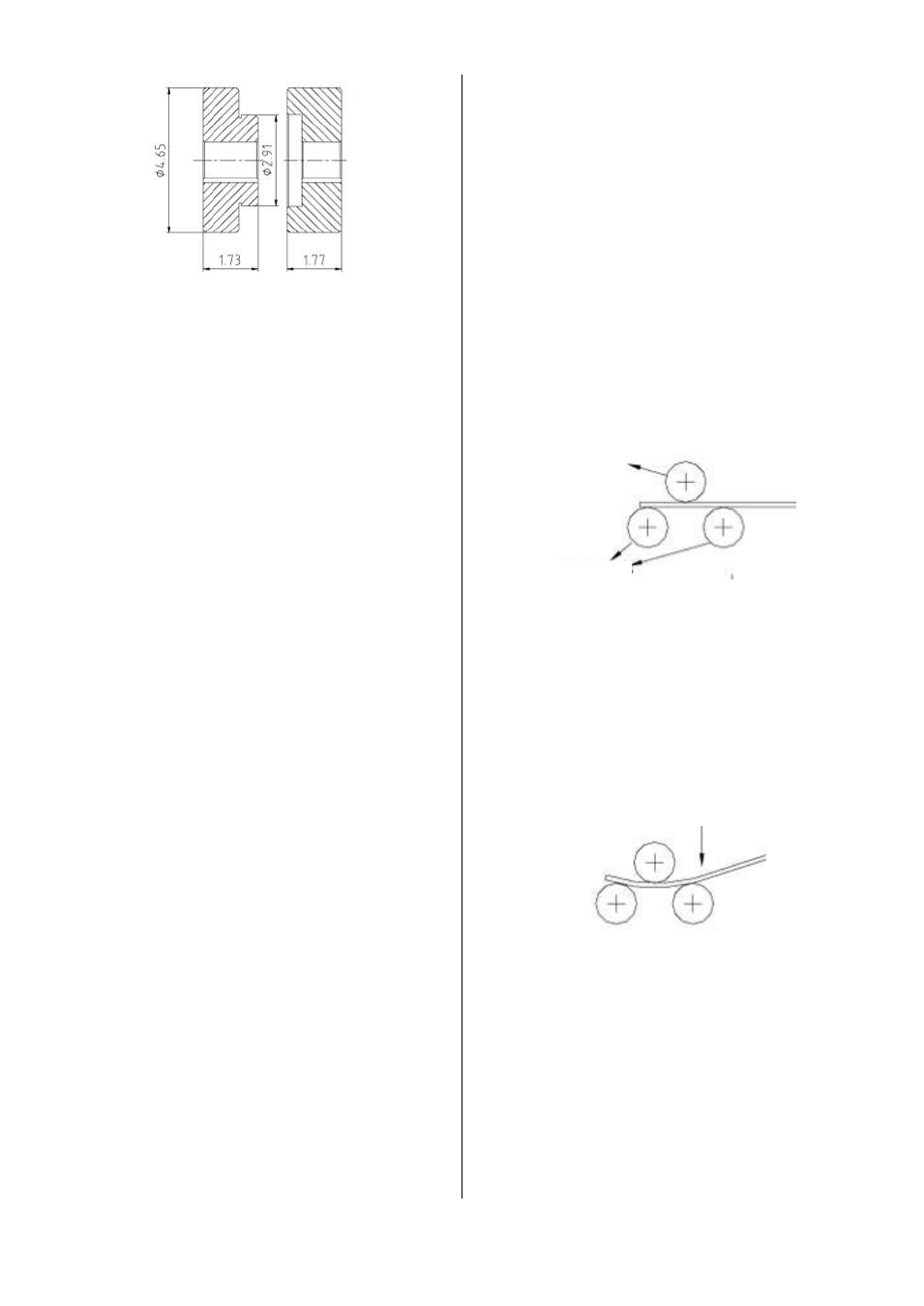
Рис.4б
Габаритные размеры:
Ролик: Ø118х Ø74х45 мм
Материал ролика по SAE 1050, твердость >
56 HRC
ВНИМАНИЕ: Специальные ролики могут
иметь другие характеристики
Подготовка станка к работе
1.Материалы и заготовки
Станок не предназначен для обработки вос-
пламеняющихся и вредных изделий. В обя-
занность пользователя входит проверка из-
делий на безопасность при обработке их на
станке. Так же пользователь обязан прове-
рить, могут ли обработанные материалы
быть опасными для оператора, работающего
поблизости.
При выборе материала для обработки необ-
ходимо следовать следующим инструкциям:
Выбор материала:
-
не должен содержать масла и быть сухим
-
должен иметь гладкую поверхность для
правильной и легкой обработки
-
диаметр материала должен совпадать со
значениями, указанными в инструкции
-
химическая структура материала должна
быть однородной и показатель твердости
должен быть одинаковым
-
рекомендуется использовать сертифициро-
ванную (запатентованную) сталь.
-
рекомендуется закупать сталь у постоянно-
го (надежного) поставщика
Примечание: требуется постоянная чистка
роликов, чтобы исключить проскальзывание
профиля из-за остаточных смазочных мате-
риалов на самих роликах.
2.
Работа (эксплуатация) станка
Ниже перечисленные правила должны со-
блюдаться для улучшения производительно-
сти станка
-
выбирайте соответствующий ролик для обра-
батываемого материала
-
расположите материал (заготовку) на ниж-
ние ролики
-
опустите верхний ролик вниз до тех пор, по-
ка ролик не соприкоснется с заготовкой
-
начните вращать нижний ролик при помощи
рукоятки на приводном валу
-
радиус изгиба определяется при переме-
щении верхнего ролика на заданный уровень
-
в случае непредвиденных обстоятельств Вы
можете сразу же остановить вращение роли-
ка.
-
с помощью рукоятки нижний ролик можно
вращать в двух направлениях.
Работа на станке
1.
Руководство по эксплуатации
Расположите заготовку ровно на ролики как
показано на рис.А.
Рис.А
Убедитесь, что заготовка расположена па-
раллельно основанию и касается всех трех
роликов одновременно. Данное положение
называют «исходным».
Опустите верхний ролик как показано на
рис.В. и зафиксируйте его так, чтобы хва-
тило сил изогнуть заготовку. Не применяй-
те силу больше, чем нужно. При чрезмер-
ном применении силы есть вероятность
деформирования заготовки.
Рис.В
Для того чтобы получить желаемый диа-
метр, сделайте более одного прохода при
постепенном опускании ролика после каж-
дого прохода. Если после прохода радиус
кривизны заготовки больше необходимого,
нажмите на верхний ролик с ещё большей
силой или же поднять верхний ролик при
помощи линейки, как показано на рис.С.
верхний
ролик
опорные
ролики