Описание станка, Установка листогибочного станка, Регулировка штампов – Инструкция по эксплуатации Jet Tools JFM-1650D
Страница 5: Работа листогибочного станка, Смазка
инструкция по эксплуатации станка JET мод. JFM-1650D
5
Описание станка
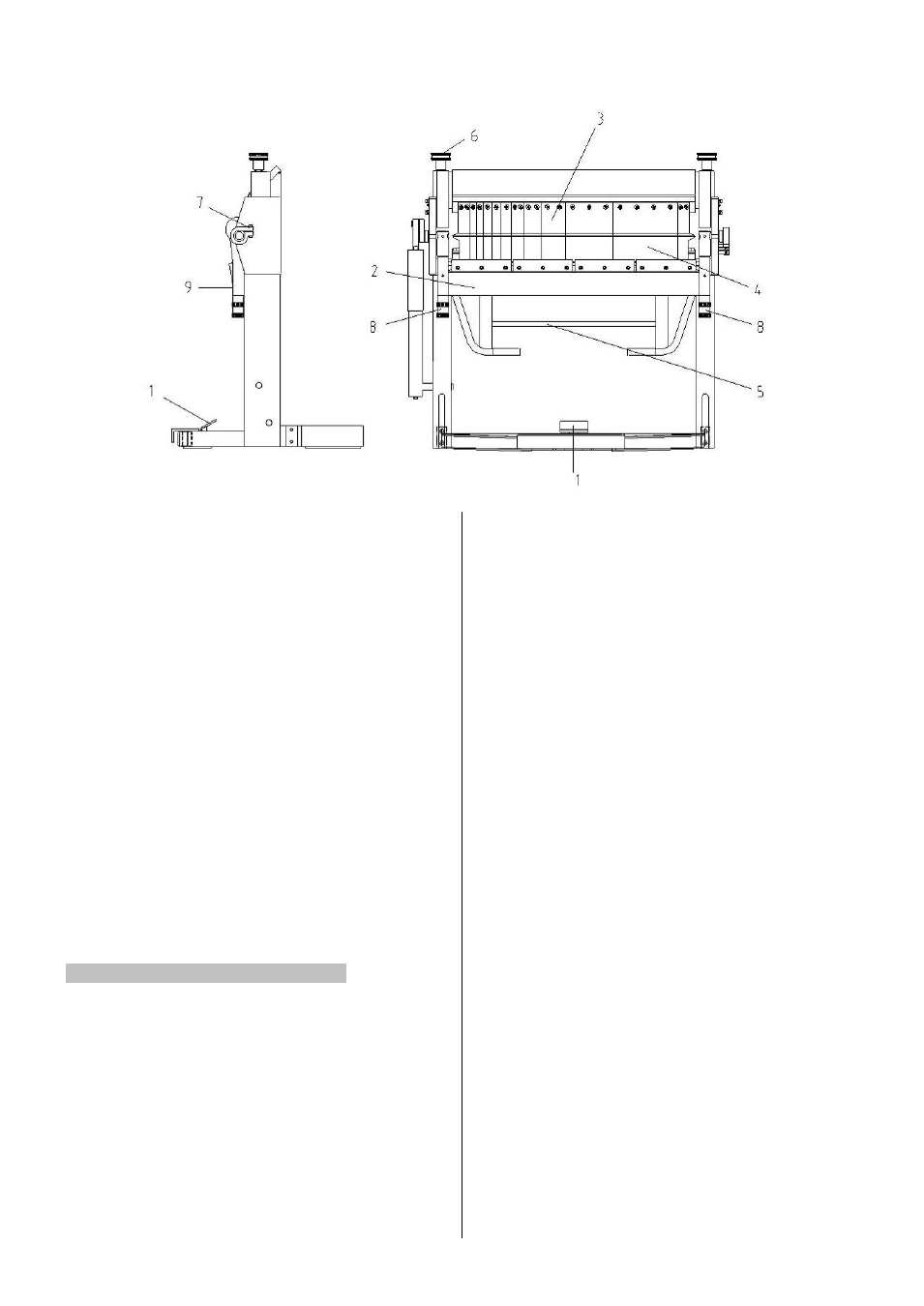
Рис. 2
1
Педаль ноги с фиксатором
2
Опорная планка
3
Наборные штампы
4
Гибочная балка
5
Рукоятка гибочной балки
6
Прижимной винт
7
Регулируемый упор угла гибки
8
Рукоятка регулировки зазора (в зависимо-
сти от толщины листа)
9
Разгрузочная пружина
Установка листогибочного станка
Станок не будет правильно сгибать, если его
не выровнять. Используйте нивелир и шайбы,
если это необходимо.
Регулировка штампов
Блок штампов был отрегулирован на заводе
для правильного использования производи-
тельного материала. Во время перевозки это-
го блока может произойти нарушение вырав-
нивания станка.
5.
Работа листогибочного станка
Настройка станка
Перед началом выполнения работы на станке
необходимо ослабить упор угла гибки, чтобы
он не мешал при настройке станка.
Настройка усилия прижима
Усилие прижима необходимо регулировать в
зависимости от толщины обрабатываемого
листа.
В состоянии поставки станок отрегулирован
на толщину 0 мм.
Усилие прижима может быть отрегулировано
с помощью двух прижимных винтов (6) при
этом педаль (1) должна быть в фиксирующем
положении.
Необходимый зазор гибочной балки (4) может
быть отрегулирован рукоятками регулировки
зазора (8). Отрегулируйте зазор до мини-
мального значения.
Проверьте зазор между гибочной (поворотной)
балкой и сегментными штампами при подъеме
гибочной балки на угол 90 градусов.
Если планируется угол гибки более 90 градусов,
необходимо увеличить зазор дополнительно на
25%. Поворот гибочной балки осуществляется за
две рукоятки гибочной балки (5).
Регулировка угла гибки
Поворотом Регулируемого упора (7) можно уста-
новить необходимый угол изгиба листа и обес-
печить повторяемость выполнения работы.
Смазка
Необходимо проводить ежедневную очистку
станка, при его эксплуатации. Каждые сто ча-
сов работы необходимо очищать и смазывать
все направляющие, штампы, пружины и их
защитные элементы.
Смазка узлов должна осуществляться через
пресс-масленки. Чтобы избежать появления
коррозии, наносите немного смазки на обра-
ботанные (блестящие) поверхности.
Учитывайте, что защитные кожуха, отдельные
детали из пластика и алюминия, используе-
мые в конструкции станка, выполняют предо-
хранительные функции. Замене по гарантии
такие детали не подлежат.