Обработка небольших выступов контура: функция m97 – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05) ISO programming
Страница 366
Программирование: дополнительные функции
10.4 Дополнительные функции для определения характеристик
контурной обработки
10
366
TNC 640 | Руководство пользователя "Программирование DIN/ISO" | 5/2015
10.4
Дополнительные функции для
определения характеристик
контурной обработки
Обработка небольших выступов контура:
функция M97
Стандартная процедура
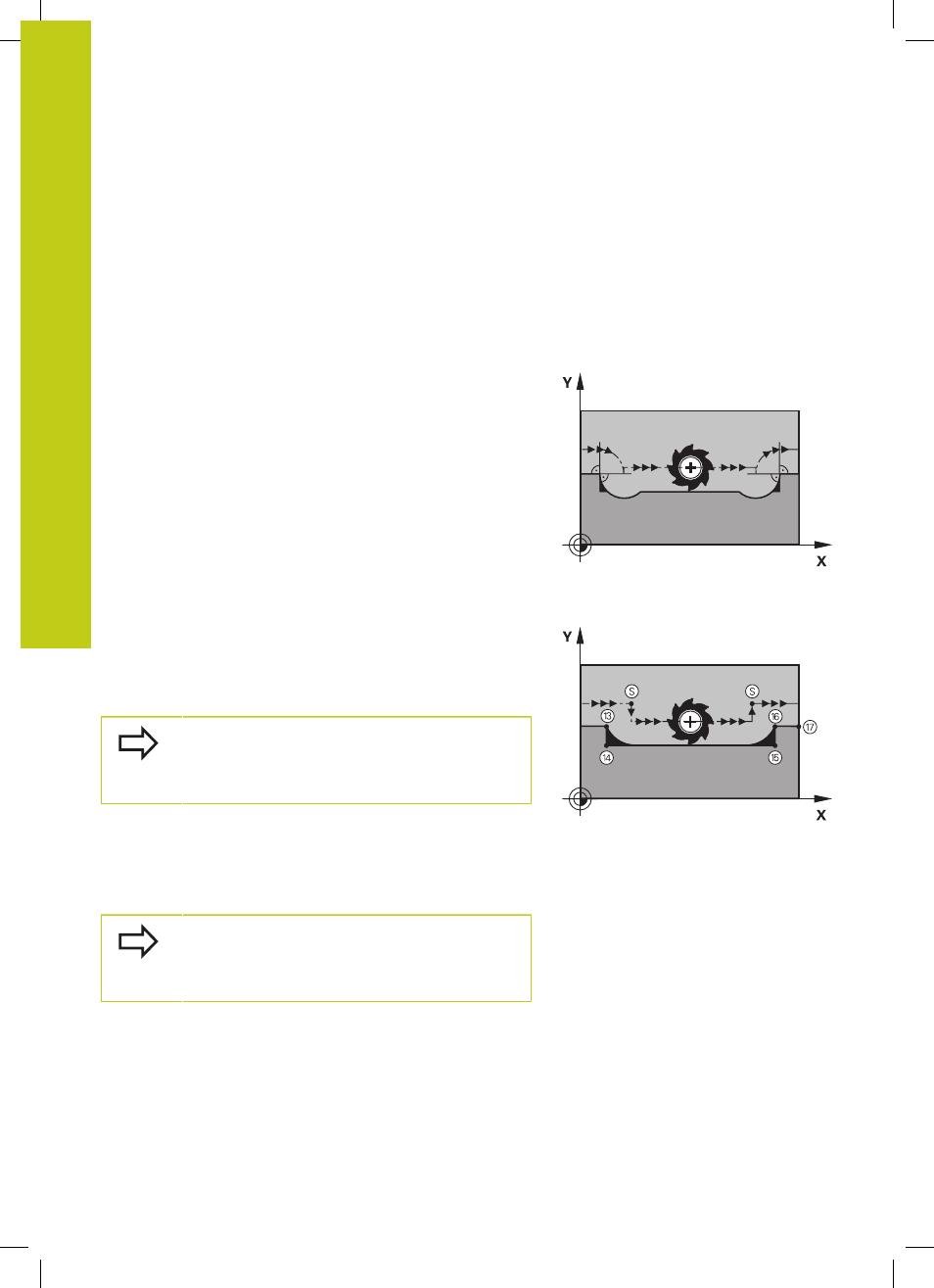
Система ЧПУ добавляет на участке внешнего угла контура
переходную дугу. Если выступы контура слишком малы,
инструмент при этом может повредить контур
В таких местах ЧПУ прерывает отработку программы и выдает
сообщение об ошибке “Радиус инструмента слишком велик”.
Процедура работы с M97
ЧПУ определяет точку пересечения траекторий для элементов
контура – как для внутренних углов – и перемещает инструмент
над этой точкой.
Следует программировать M97 в том кадре, в котором заданы
координаты точки внешнего угла.
Вместо M97 следует использовать значительно
более эффективную функцию M120 LA, смотри
"Предварительный расчет контура с поправкой на
радиус (LOOK AHEAD): M120 ", Стр. 371!
Действие
M97 действует только в том кадре программы, в котором была
запрограммирована M97.
Угол контура при использовании M97 не
обрабатывается полностью. Возможно, возникнет
необходимость дополнительно обработать угол
контура инструментом меньшего размера.