Пример: группы отверстий – Инструкция по эксплуатации HEIDENHAIN TNC 620 (34056x-04) ISO programming
Страница 212
Программирование: подпрограммы и повторы частей программ
7.6
Примеры программирования
7
212
TNC 620 | Руководство пользователя «Программирование DIN/ISO» | 3/2014
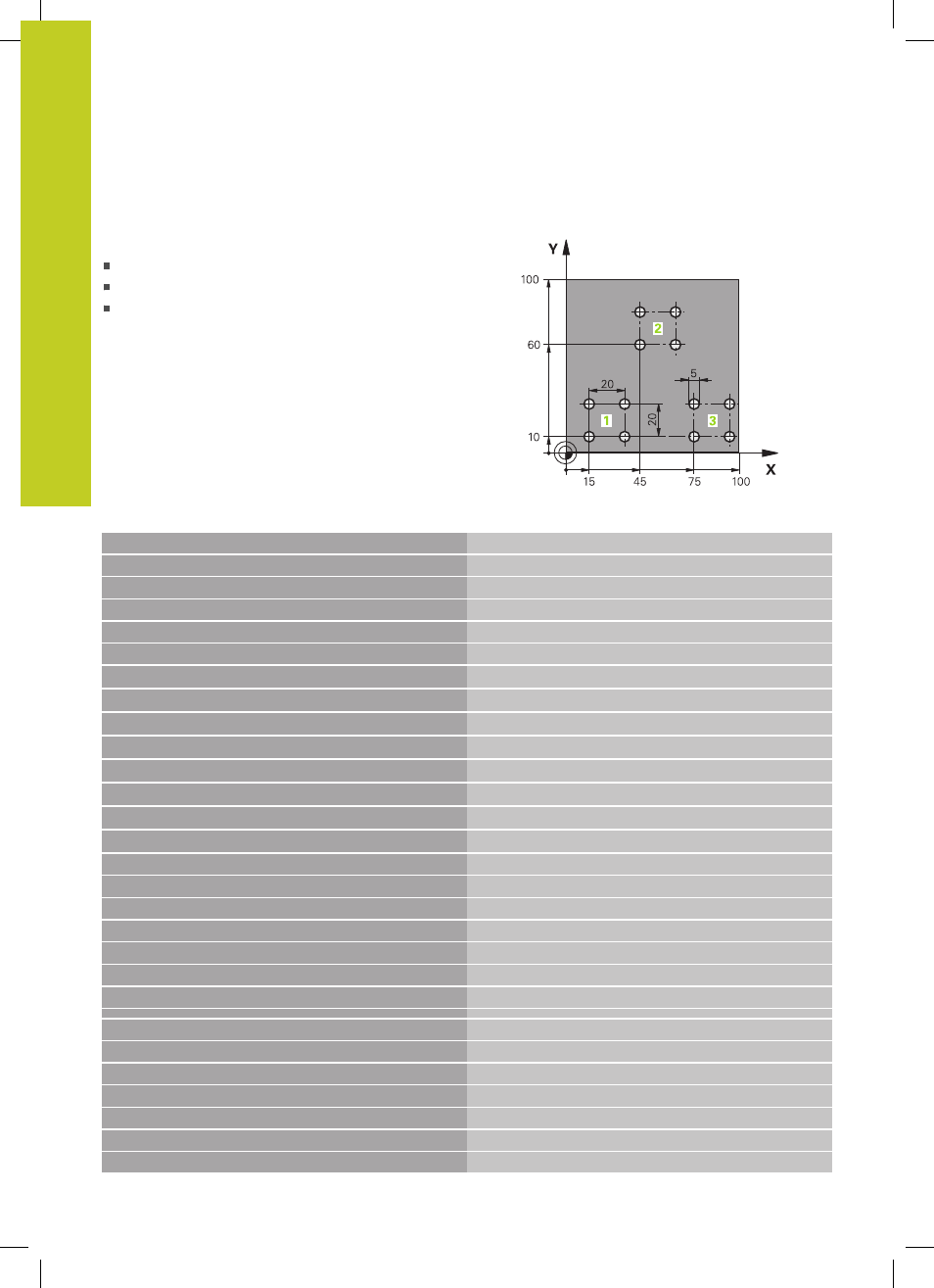
Пример: группы отверстий
Работа программы:
Подвод к группам отверстий в главной программе
Вызов группы отверстий (подпрограмма 1)
Один раз запрограммируйте группу отверстий в
подпрограмме 1
%UP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S3500 *
Вызов инструмента
N40 G00 G40 G90 Z+250 *
Отвод инструмента
N50 G200 СВЕРЛЕНИЕ
Определение цикла "Сверление"
Q200=2
;БЕЗОП. РАССТ.
Q201=-30
;ГЛУБИНА
Q206=300
;F ВРЕЗАНИЕ НА ГЛУБИНУ
Q202=5
;ГЛУБИНА ВРЕЗАНИЯ
Q210=0
;F-ВРЕМЯ НАВЕРХУ
Q203=+0
;КООРД. ПОВЕРХН.
Q204=2
;2-ОЕ БЕЗОП. РАССТ.
Q211=0
;ВРЕМЯ ВЫДЕРЖКИ ВНИЗУ
N60 X+15 Y+10 M3 *
Подвод к точке старта группы отверстий 1
N70 L1,0 *
Вызов подпрограммы для группы отверстий
N80 X+45 Y+60 *
Подвод к точке старта группы отверстий 2
N90 L1,0 *
Вызов подпрограммы для группы отверстий
N100 X+75 Y+10 *
Подвод к точке старта группы отверстий 3
N110 L1,0 *
Вызов подпрограммы для группы отверстий
N120 G00 Z+250 M2 *
Конец главной программы
N130 G98 L1 *
Начало подпрограммы 1: группа отверстий
N140 G79 *
Вызов цикла для отверстия 1
N150 G91 X+20 M99 *
Подвод к 2-му отверстию, вызов цикла
N160 Y+20 M99 *
Подвод к 3-му отверстию, вызов цикла
N170 X-20 G90 M99 *
Подвод к 4-му отверстию, вызов цикла
N180 G98 L0 *
Конец подпрограммы 1
N99999999 %UP1 G71 *