Ход цикла – Инструкция по эксплуатации HEIDENHAIN TNC 620 (34056x-04) Cycle programming
Страница 111
РЕЗЬБОФРЕЗЕРОВАНИЕ (Цикл 262, DIN/ISO: G262, версия ПО
19)
4.6
4
TNC 620 | Рук/оводствопользователяПрограммированиециклов | 3/2014
111
4.6
РЕЗЬБОФРЕЗЕРОВАНИЕ (Цикл 262,
DIN/ISO: G262, версия ПО 19)
Ход цикла
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренной подачи FMAX на безопасное расстояние над
поверхностью заготовки
2 Инструмент перемещается с программированной подачей
предпозиционирования на плоскость старта, возникающей
из знака числа шага резьбы, вида фрезерования и
количества проходов для дополнительной обработки
(зачистки)
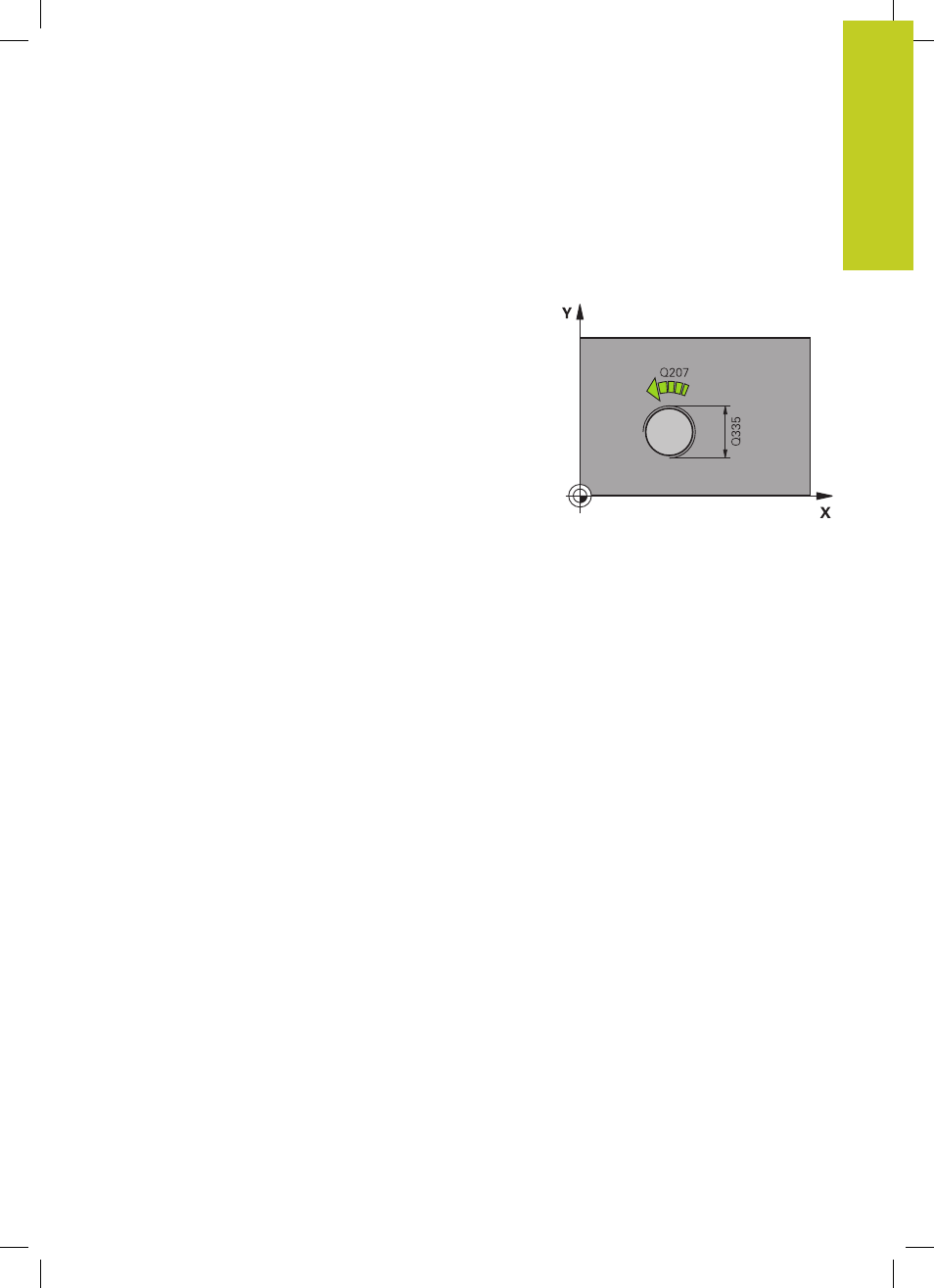
3 Затем инструмент перемещается тангенциально Helix-
движением к номинальному диаметру резьбы Для
того, чтобы траектория резьбы при этом начиналась
в запрограммированной плоскости начала обработки,
инструмент перед началом подвода по спиральной
траектории совершает еще одно компенсационное
перемещение по своей оси.
4 В зависимости от параметра Дополнительная обработка
инструмент фрезерует резьбу одним, несколькими
смещенными движениями по винтовой линии или одним
непрерывным движением по винтовой линии
5 Потом инструмент перемещается назад тангенциально от
контура к точке старта на плоскости обработки
6 В конце цикла УЧПУ перемещает инструмент на ускоренной
подачи на безопасное расстояние или – если введено – на
2-ое безопасное расстояние