7 обратное зенкерование (цикл 204, din/iso: g204), Ход цикла, Учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN TNC 320 (77185x-01) Cycle programming
Страница 79: Обратное зенкерование (цикл 204, din/iso: g204)
ОБРАТНОЕ ЗЕНКЕРОВАНИЕ (цикл 204, DIN/ISO: G204)
3.7
3
TNC 320 | Рук/оводствопользователя Программированиециклов | 11/2014
79
3.7
ОБРАТНОЕ ЗЕНКЕРОВАНИЕ (цикл
204, DIN/ISO: G204)
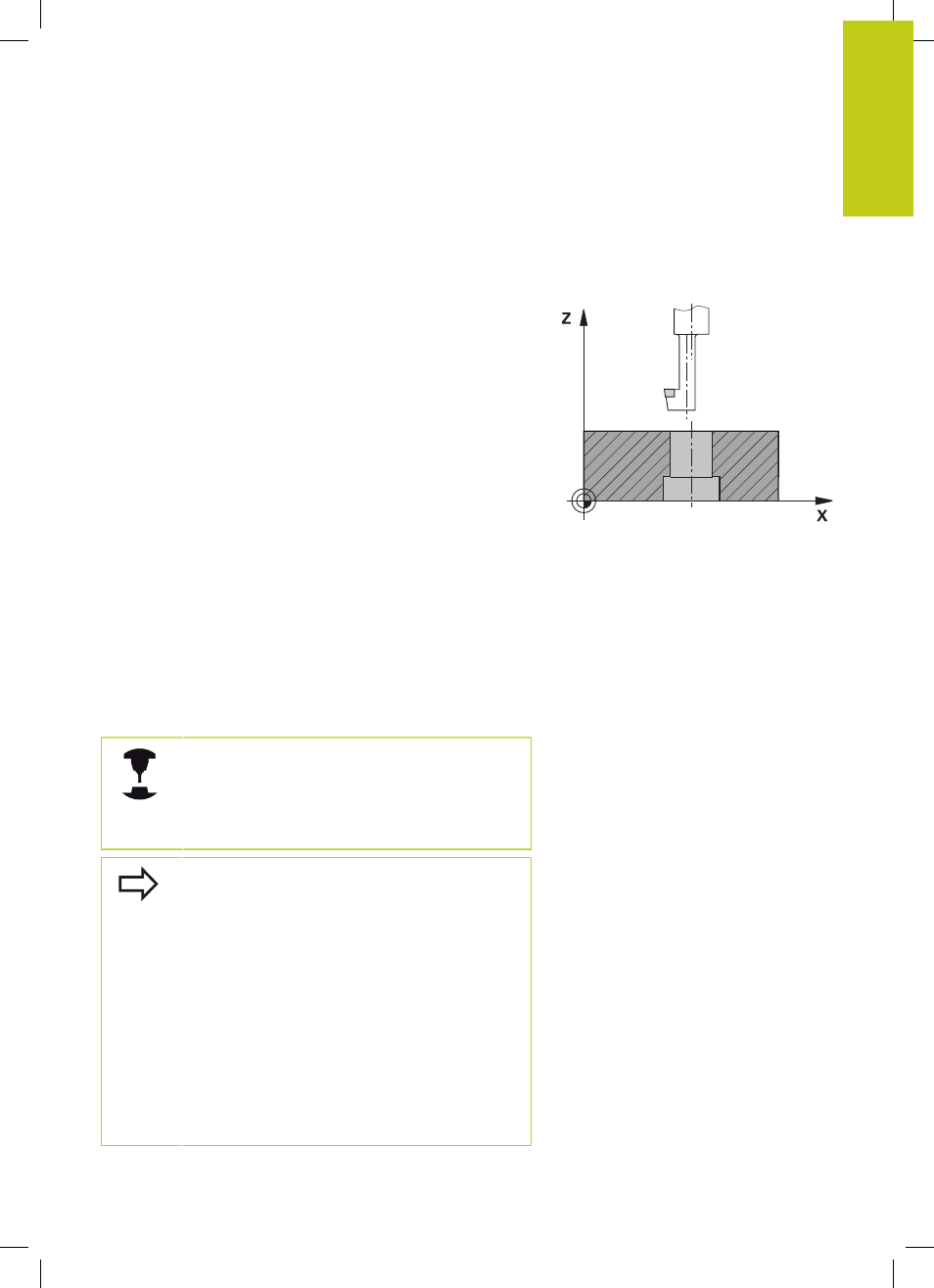
Ход цикла
С помощью этого цикла выполняются углубления на нижней
стороне заготовки.
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренном ходе FMAX на безопасное расстояние над
поверхностью заготовки
2 Там УЧПУ осуществляет ориентацию шпинделя на 0°-
позицию и смещает инструмент на размер эксцентрика
3 Затем инструмент погружается с подачей
предпозиционирования в предсверлённое отверстие, а
именно пока лезвие достигнет расстояния безопасности
ниже нижней грани детали
4 УЧПу перемещает сейчас инструмент обратно в середину
отверстия, включает шпндель и при необходимости СОЖ
и передвигается с подачей зенковки на заданную глубину
зенковки
5 Если введено, инструмент пребывает на дне углубления
и выходит затем из отверстия, осуществляет ориентацию
шпинделя и смещает снова на размер эксцентрика
6 Потом УЧПУ перемещает инструмент с подачей возврата на
безопасное расстояние и оттуда – если введено – с FMAX на
2-ое безопасное расстояние.
Учитывайте при программировании!
Станок и ЧПУ должны быть подготовлены
фирмой-производителем.
Цикл используется только на станках с
управляемым шпинделем.
Цикл работает только с обратными борштангами.
В кадре позиционирования точка старта (центр
отверстия) в плоскости обработки задается без
поправки на радиус R0.
Знак числа параметра цикла "Глубина"
определяет направление обработки при
зенкеровании. Внимание: если перед числом
стоит положительный знак, зенкерование
проводится в положительном направлении оси
шпинделя.
Следует ввести такую длину инструмента, чтобы
была измерена не режущая кромка инструмента,
а нижняя кромка борштанги.
ЧПУ учитывает длину лезвия борштанги и
толщину материала при расчете точки старта
зенкерования.