Инструкция по эксплуатации Flowserve MARK 3 GROUP 4
Страница 35
MARK 3 GROUP 4 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ РУССКИЙ 85392709 11-07
Стр. 35 из 52
flowserve.com
6.2.2 Периодическая проверка (через каждые
шесть месяцев)
a)
Проверьте затяжку и состояние
(коррозия) фундаментных болтов.
b) Проверьте в журнале регистрации работы
насоса количество часов наработки, чтобы
определить, не пора ли заменить смазку в
подшипнике.
c) Проверьте центровку муфты и степень износа
ее основных элементов.
См. отдельные руководства для
вспомогательного оборудования, где описаны
необходимые проверки для этого оборудования.
6.2.3 Повторная смазка
Для определения оптимального интервала между
заменой смазочного материала рекомендуется
выполнить измерение температуры смазки и
подшипника. Как правило, рекомендуется
выполнять описанную ниже процедуру.
6.2.3.1 Смазка консистентными смазочными
материалами
Рекомендации по выбору смазки
см. в п. 5.2.2.
Повторная смазка – через смазочные ниппели
через каждые 2000 часов или чаще в зависимости
от условий эксплуатации.
Очень важно ввести в подшипник требуемое
количество смазки. Ввод смазки в большем или
меньшем количестве может привести к перегреву
и преждевременному отказу подшипника.
a) Смазочные ниппели находятся на крышках
подшипников с консистентной смазкой.
b) Сдвиньте назад кольцо осевого уплотнения,
чтобы образовался зазор между валом насоса
и крышкой подшипника.
c) Подсоедините шприц к смазочному ниппелю.
d) закачивайте смазку до тех пор, пока она не
появится в зазоре между корпусом и валом.
Прекратите закачку.
e) Шевронные кольца должны находиться на
некотором расстоянии от уплотняемой
поверхности для исключения перегрева.
f) Максимальная допустимая рабочая температура
антифрикционных подшипников меняется от
агрегата к агрегату в зависимости от
температуры окружающего воздуха и
температуры перекачиваемой жидкости.
Повышение их температуры относительно
температуры окружающего воздуха не должно
превышать 55
°C (131 °F), причем сама
температура не должна быть выше 95
°C
(204
°F).
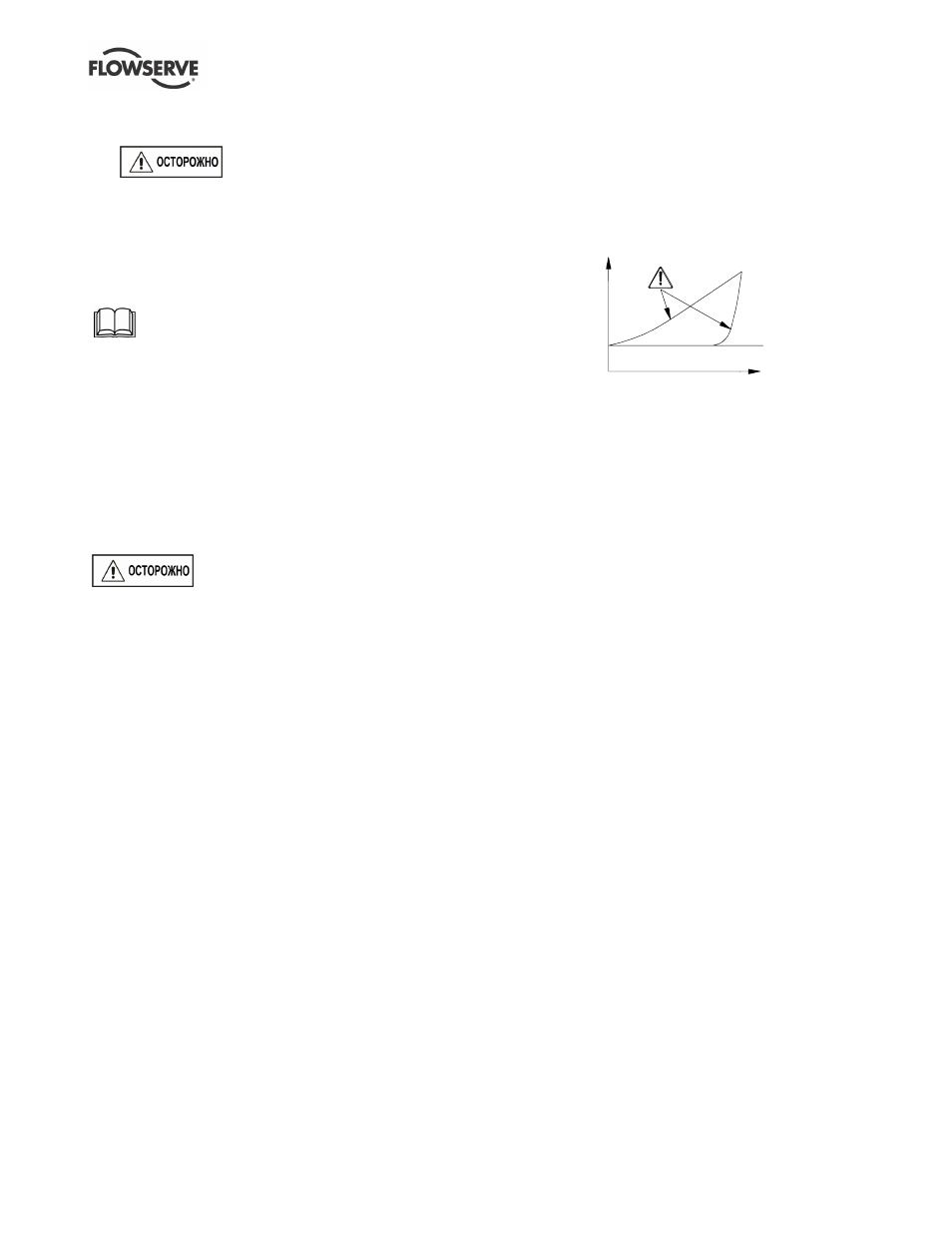
g) Постоянное или резкое увеличение
температуры свидетельствует о
неисправности насоса. В этом случае
немедленно остановите насос и найдите
причину неисправности.
ВРЕМЯ
ТЕ
МПЕР
АТУ
Р
А
Замена консистентной смазки - через каждые
4000 часов или чаще в зависимости от условий
эксплуатации.
a) Снимите корпус подшипника с ротора.
b) Очистите корпус щеткой и горячим керосином
(100 - 115 °C/212 - 240 °F) или другим
нетоксичным растворителем.
c) Очистите и промойте корпус легким
минеральным маслом.
d) Запрещается использовать для очистки
корпуса отработанное масло.
Очистка подшипников:
a) Удалите как можно больше смазки чистой
безворсовой тканью.
b) Вымойте подшипники щеткой и горячим
керосином (80 - 90 °C/ 175 - 195 °F), медленно
поворачивая наружное кольцо подшипника.
c) Поверните каждый шарик для проверки его
чистоты.
Очистка от трудно удаляемой окисленной смазки:
a) Закрепите ротор в вертикальном положении и
погрузите подшипник в горячий керосин или
смесь спирта и легкого минерального
растворителя.
b) Медленно вращайте наружное кольцо
подшипника.
c) Высушите подшипник и промойте его чистым
легким маслом.
d) Очень важно ввести в подшипник требуемое
количество смазки. Ввод смазки в большем
или меньшем количестве может привести к
перегреву и преждевременному отказу
подшипника. Для заполнения подшипников
смазкой рекомендуется использовать
шпатель. Кроме того, необходимо, чтобы
корпуса подшипников были заполнены
смазкой не более, чем на половину.